📐 "First 50 Enterprise Queries Get Custom 3D Warehouse Design" Plan

The Definitive Guide to Food-Grade Mezzanine Racking: Engineering Total HACCP & FDA Compliance
For food processing executives, warehouse managers, and plant engineers, the selection of storage infrastructure is a strategic decision with direct implications for safety, compliance, and profitability. Standard industrial shelving falls catastrophically short in these environments, introducing unacceptable risks of contamination, audit failures, and operational inefficiency. This comprehensive guide establishes the critical importance of a professionally engineered mezzanine racking for food processing facility.
It provides an exhaustive analysis of how such a system is designed, specified, and installed to achieve and maintain unwavering compliance with HACCP & FDA standards. Beyond mere regulatory adherence, this resource details how the optimal mezzanine racking for food processing operation becomes a catalyst for maximizing vertical space, streamlining workflow, and building a resilient, audit-ready facility. For any stakeholder responsible for the integrity and efficiency of a food plant’s storage, this document serves as an essential technical and strategic blueprint.

H2: The Critical Imperative: Why Standard Racking Fails in Food Environments
The operational environment of a food processing plant is a theater of constant battle against microbial threats, physical contaminants, and regulatory scrutiny. Within this context, the installation of standard industrial mezzanine racking for food processing applications represents a fundamental and costly misjudgment. These systems, while robust for general warehousing, are engineered for load-bearing capacity and cost-efficiency, not for the existential demands of food safety. Their inherent design features create a landscape of perpetual vulnerability.
The deficiencies of conventional systems when used as mezzanine racking for food processing are numerous and severe:
Proliferation of Contamination Harborage Points: Every exposed bolt, rivet, nut, and weld seam acts as a microscopic ledge. These features collect moisture, organic matter, and dust, creating ideal breeding grounds for pathogens like Listeria and Salmonella. The biofilms that form in these areas are notoriously resistant to standard sanitation procedures.
Inaccessible Interiors and Complex Profiles: Traditional C-channel and tubular beams possess internal cavities that are impossible to inspect, clean, or sanitize effectively. These become hidden sanctuaries for pests and microbial growth, directly undermining any HACCP plan.
Susceptible and Non-Compliant Surface Finishes: Standard powder coatings are easily compromised by impact from pallets or equipment. The resulting chips and scratches expose the underlying carbon steel to moisture and corrosive cleaning agents, leading to rust. This rust can contaminate products, and the coatings themselves may not be certified as food-safe, posing a chemical migration risk.
Attempting to adapt a standard racking system for use as mezzanine racking for food processing is a continuous and losing battle for sanitation crews. It introduces vulnerabilities at multiple Critical Control Points (CCPs), making genuine compliance with HACCP & FDA standards a theoretical goal rather than an achievable reality. The risk associated with this compromise is not a matter of probability, but of inevitability.

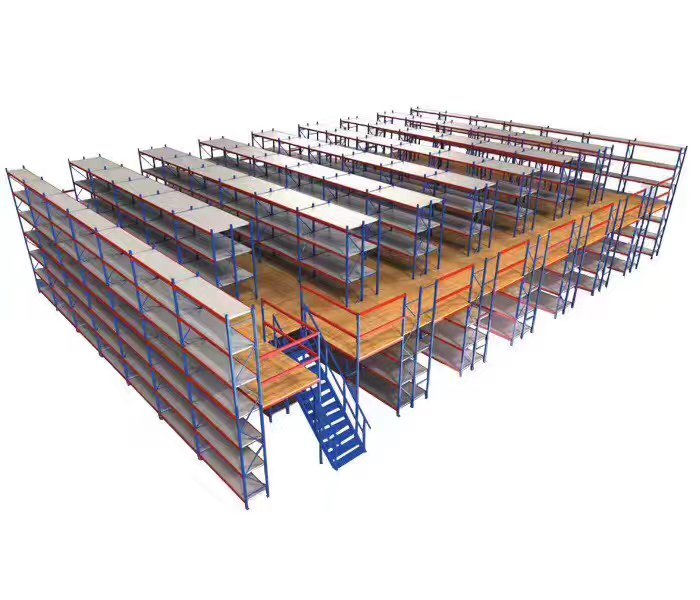
H2: The Anatomy of Excellence: Deconstructing a True Food-Grade Mezzanine Racking System
A authentic food-grade mezzanine racking for food processing storage is not a modified industrial product; it is a holistic engineering solution conceived and executed with hygiene as its primary design parameter. Every component, from the primary structure to the smallest fastener, is selected and integrated to eliminate risks and facilitate flawless sanitation. Specifying the correct mezzanine racking for food processing requires a deep understanding of this anatomy.
H3: Foundational Elements: Materials, Coatings, and Structural Integrity
The long-term performance and safety of any mezzanine racking for food processing installation are dictated by its core materials.
Sanitary Stainless Steel (Types 304 and 316): In environments characterized by high humidity, frequent wash-downs, exposure to caustic chemicals, or corrosive products (e.g., seafood, high-acid fruits, brine), stainless steel is the unequivocal material of choice. Type 304 stainless serves as the robust standard for most cold and dry storage applications. For more aggressive environments, Type 316 stainless, alloyed with molybdenum, provides superior resistance to pitting and corrosion from chlorides, making it the premium selection for the most demanding mezzanine racking for food processing installations. Its non-porous, smooth surface inhibits bacterial adhesion and allows for effective cleaning and sanitizing.
High-Performance, FDA-Compliant Epoxy Coatings on Carbon Steel: For dry storage areas where cost-effectiveness is a key consideration, a heavily galvanized or properly coated carbon steel structure can provide an excellent solution. The critical differentiator is the coating system. Leading manufacturers use multi-stage, thermally cured FDA-compliant epoxy coatings that are chemically inert, non-porous, and exceptionally resistant to impact, abrasion, and moisture. These systems often involve a phosphate pre-treatment for superior adhesion, resulting in a seamless, durable barrier that protects the substrate and meets food contact regulations.
H3: The Hygiene-First Design Philosophy: Engineering Out Contamination Risks
The design paradigm for any mezzanine racking for food processing must be relentlessly focused on cleanability. This principle demands the elimination of every pocket, crevice, and horizontal surface where debris can accumulate.
Seamless Transitions and Radiused Corners: All structural connections should be continuously welded, with welds ground smooth and finished to a radius. This eliminates the sharp, 90-degree angles that are characteristic of bolted industrial racking and are notorious for trapping soil.
Minimalist, Open Beam Profiles: The use of solid, hot-rolled I-beams or specially engineered hygienic open-beam designs is paramount. These profiles prevent the accumulation of dust and moisture on top surfaces and offer no internal cavities, leaving nowhere for pests or contaminants to hide. This is a non-negotiable feature for superior mezzanine racking for food processing.
Fastener Engineering and Integration: All bolts should be of the socket-head type, installed from the outside of the beam inward, with the nut on the inside. This places the smooth, easy-to-clean head on the exterior and contains the more complex nut profile within the beam web. Alternatively, high-specification systems may use custom clips or locking mechanisms that minimize exposed threaded areas entirely.
H2: The Decking Decision: Selecting the Optimal Platform for Your Application
The decking of any mezzanine racking for food processing system is the primary work surface, bearing the load of goods and enduring the brunt of daily activity. The selection of decking is a critical decision that can either reinforce or undermine the entire system’s hygienic integrity.
H4: Solid Sheet Decking: The Ultimate Barrier for Maximum Protection
This option is the gold standard for creating a sealed, impermeable layer within a mezzanine racking for food processing structure.
Ideal Applications: Bulk ingredient storage, packaging material storage, and any area where liquid spillage or dust from above must be prevented from contaminating the zone below.
Key Advantages: Provides a completely sealed, dust-tight, and liquid-tight barrier. Creates a solid, stable surface for uniform heavy loads and can be integrated with a slight slope and drainage points for managing liquid spills.
Specification Nuances: For the most rigorous applications, the seams between sheets should be continuously welded and ground smooth, creating a monolithic, cove-cornered surface that is exceptionally easy to clean and inspect.
H4: Advanced Wire Mesh Decking: Promoting Ventilation and Visibility
When airflow and light penetration are operational requirements, a high-quality wire mesh deck is the appropriate choice for a mezzanine racking for food processing application.
Ideal Applications: Finished product storage, work-in-progress (WIP) areas, and particularly within cooler and freezer environments where consistent air circulation is vital for maintaining temperature and preventing moisture buildup.
Key Advantages: Promotes exceptional air circulation, helps prevent condensation, and allows light to permeate the structure, enhancing visibility and safety. Spills can be cleaned from the level below.
Critical Differentiator: Not all wire mesh is created equal. The specification must call for hygienic wire mesh, characterized by a high density of thin, stainless steel wires that are resistance-welded and electropolished to a smooth, microbe-resistant finish. Standard industrial mesh with large, uneven gaps and rough welds is unacceptable.
H2: Navigating the Regulatory Landscape: A Practical Guide to HACCP & FDA Compliance
For decision-makers, understanding how a mezzanine racking for food processing system integrates into the regulatory framework is essential for justifying the investment and passing audits with confidence. This compliance is not abstract; it is engineered into the system’s very fabric.
H3: Operationalizing HACCP Principles Through Storage Design
A HACCP plan is only as strong as its weakest physical link. A properly designed mezzanine racking for food processing directly supports and strengthens several core principles:
Hazard Analysis: The initial analysis must catalog hazards introduced by poor storage: physical (flaking rust, loose bolts), chemical (leaching from non-compliant coatings), and biological (pathogens in biofilms). A hygienic system is designed to eliminate these hazards at the source.
Critical Control Points (CCPs): The sanitation process for the storage area is often a CCP. A racking system riddled with uncleanable surfaces makes it impossible to validate that the sanitation step is effective, thereby breaking the HACCP plan.
Monitoring and Verification: A mezzanine racking for food processing built with open, smooth, and accessible surfaces allows for direct visual inspection and environmental swab testing, providing tangible data for monitoring and verification records.
H3: Meeting the Stringent Demands of the FDA and FSMA
The U.S. Food and Drug Administration’s (FDA) Food Safety Modernization Act (FSMA) emphasizes prevention. The Preventive Controls for Human Food rule explicitly requires that “the plant must be of suitable size, construction, and design to facilitate maintenance and sanitary operations.” A certified mezzanine racking for food processing installation is the physical manifestation of this requirement. During an inspection, it provides demonstrable, objective evidence that the facility has been constructed with preventive controls in mind, specifically designed to minimize contamination risks. This positions the company favorably in the eyes of regulators.
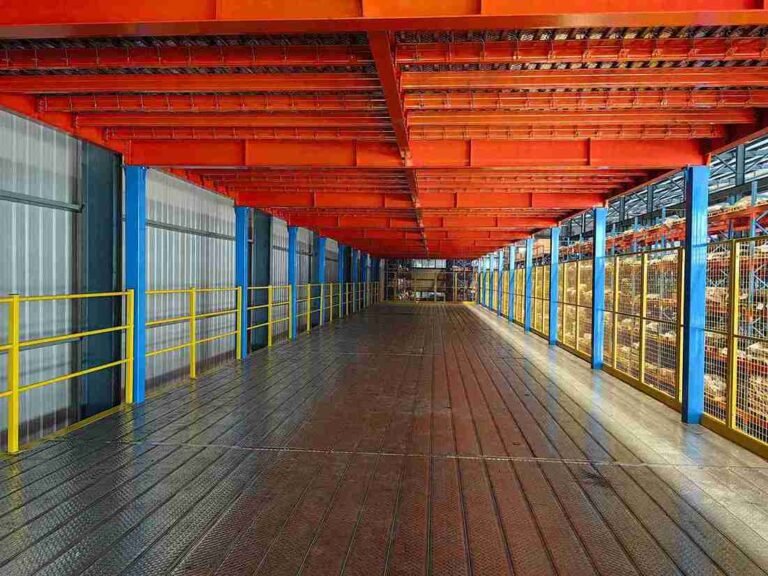
H2: The Complete Ecosystem: Stairs, Guardrails, and Integrated Safety
The hygiene and safety narrative of a mezzanine racking for food processing project must extend to every ancillary component. Audit failures frequently occur not on the main structure, but on these supporting elements.
Staircases: Stairs must feature solid, closed-riser treads with a slip-resistant surface. The stringers (the side supports) should be of a solid plate or box-section design, not open-profile “see-through” styles, which are difficult to clean and can trap debris.
Guardrails and Integral Kickplates: Guardrails should be constructed from tubular stainless steel or coated pipe. The inclusion of a continuous, seamless kickplate along the entire perimeter of the mezzanine is a critical safety and hygiene feature for any mezzanine racking for food processing installation. It prevents tools, small parts, or debris from being accidentally kicked off the platform into production or packaging areas below—a significant physical contamination hazard. These kickplates should be designed for easy and tool-less removal to facilitate periodic deep cleaning of the ledge behind them.
H2: The Installation Phase: Preserving Design Integrity on the Front Lines
The most meticulously engineered mezzanine racking for food processing system can be utterly compromised by a sloppy installation. The on-site phase must be managed with the same rigor and hygiene focus as the design and fabrication.
Pre-Installation Site Certification: The installation area must be clean, dry, and isolated from active production to prevent cross-contamination. The floor should be inspected for levelness prior to commencement.
Precision Field Modifications: On-site drilling and cutting should be minimized through precise pre-fabrication. When absolutely necessary, such work must be performed with precision, and all resulting burrs must be removed. Any field welding must be executed by certified welders following approved procedures, with all welds ground smooth and the affected area properly passivated (for stainless) or re-coated with a touch-up kit that matches the original coating’s performance (for carbon steel).
Commissioning and Final Decontamination: Before the system is handed over for use, a comprehensive professional cleaning must be conducted. This final decontamination removes all metal shavings, dust, welding slag, and construction debris, bringing the installation to a state of “food-grade readiness.”
H2: Sustaining Compliance: Operational Best Practices for the Long Term
A mezzanine racking for food processing system is a long-term capital asset. Its ongoing performance and compliance depend on disciplined operational and maintenance protocols.
Integrated Master Sanitation Schedule (MSS): The racking structure must be explicitly included in the facility’s MSS. The schedule should define the frequency, methods, and approved chemicals for cleaning, ensuring they are effective yet non-damaging to the finishes.
Structured Preventive Maintenance Program: A formal, quarterly inspection routine should be established. This involves checking for any coating damage, signs of corrosion, structural integrity, and the tightness of connections. Any defect must be documented and remediated immediately to prevent escalation.
Comprehensive Personnel Training: All operational and sanitation staff who interact with the mezzanine racking for food processing system must be trained on its importance to food safety. This includes proper use, procedures for reporting damage, and adherence to the established cleaning and inspection protocols.

H2: The Business Case: Quantifying the ROI of a Superior Mezzanine Racking System
While achieving compliance with HACCP & FDA standards is the primary driver, the investment in a best-in-class mezzanine racking for food processing solution delivers a compelling and multi-faceted return on investment (ROI) that justifies the initial capital outlay.
Strategic Vertical Space Utilization: By safely and efficiently exploiting the cubic airspace of the facility, companies can dramatically increase storage capacity without expanding their building footprint. This defers or eliminates the enormous capital and operational costs of a new facility construction.
Optimized Material Flow and Workflow Efficiency: A well-conceived mezzanine racking for food processing project can consolidate disparate operations, create dedicated WIP zones, and establish logical, efficient material pathways. This reduces manual handling, minimizes travel time for personnel, and lowers overall labor costs.
Extended Asset Lifecycle and Reduced Total Cost of Ownership: A system constructed from superior materials and designed to withstand a harsh operational environment will have a significantly longer service life than a standard system that would rapidly deteriorate. This translates to lower long-term maintenance costs and a delay in the capital cycle for replacement.
Irrefutable Brand and Reputation Insurance: The confidence of being “always audit-ready” is invaluable. It protects the brand from the devastating financial and reputational damage of a product recall, regulatory action, or negative publicity related to a food safety incident.
H2: Conclusion
In the contemporary food industry, where operational excellence is inextricably linked to safety and transparency, compromises in foundational infrastructure are a significant strategic liability. The specification and installation of a purpose-built food-grade mezzanine racking for food processing is far more than a capital expenditure; it is a decisive investment in a facility’s safety, efficiency, and long-term viability. It serves as tangible, verifiable proof of an organization’s commitment to achieving and maintaining full compliance with HACCP & FDA standards.
By partnering with experts to implement a system engineered with an uncompromising hygiene-first philosophy, companies transcend the basic goal of passing audits. They construct a robust, optimized, and truly world-class food processing operation. The pivotal question for leadership is no longer whether they can afford to make this critical investment, but whether they can afford the monumental risk of continuing without it.
H2: Frequently Asked Questions (FAQs)
1. What are the specific load capacity considerations for a food processing mezzanine versus a general warehouse system?
Load capacity planning for mezzanine racking for food processing must account for dynamic operational factors beyond static pallet weight. Engineers must consider the potential for pallets to absorb moisture, significantly increasing their weight, the impact of high-pressure washdown systems, and the weight of specialized sanitation equipment (e.g., scrubbers) used on the deck. Consequently, a higher safety factor is routinely incorporated, and live load capacities are often specified 25-50% higher than for an equivalent general warehousing application to ensure long-term structural integrity and safety.
2. How does the procurement and installation process typically unfold for a custom, large-scale food-grade mezzanine project?
A major project for mezzanine racking for food processing is a multi-stage process. It begins with a detailed consultation and site survey to understand operational flows and constraints. This is followed by the engineering and design phase, resulting in approval-ready drawings. Upon approval, fabrication proceeds, typically requiring 8-12 weeks for a complex custom system. The installation phase is meticulously planned, often requiring 2-4 weeks, and is executed by specialized crews following strict site hygiene protocols to integrate the structure into the live environment with minimal disruption.
3. Can a food-grade mezzanine system be effectively integrated with automated material handling equipment like AGVs or conveyor systems?
Absolutely. Modern mezzanine racking for food processing is frequently designed as part of an integrated automation strategy. The structure can be engineered with reinforced points to support conveyor systems running between levels and can be designed with specific clearances and layouts to be navigated by Automated Guided Vehicles (AGVs) for automated pallet put-away and retrieval. This integration is a key consideration during the initial design phase to ensure structural compatibility and operational efficiency.
4. What are the fire safety and building code implications of installing a large mezzanine structure within a food plant?
A large mezzanine installation can trigger specific building code requirements related to egress, sprinkler coverage, and fire rating. The design must include adequate stairwells and may require the installation of additional sprinkler heads both above and below the deck. In some cases, particularly with very large structures, fire-rated decking or columns may be mandated. Reputable suppliers of mezzanine racking for food processing will work with local authorities to ensure the design meets all applicable building and fire codes, often submitting engineering plans for permit approval.
5. Beyond stainless steel and epoxy, are there other advanced material or coating technologies available for extreme environments?
Yes, for the most corrosive environments, such as those involving saltwater or strong acids, more advanced options exist. These include hot-dip galvanizing with a subsequent powder coat (a duplex system), which offers exceptional corrosion resistance, or the use of specialty alloys and polymer coatings. The selection of the optimal material for a specific mezzanine racking for food processing application is a critical decision based on a detailed analysis of the environmental exposures and the total cost of ownership.
Welcome to contact us, if you need warehouse rack CAD drawings. We can provide you with warehouse rack planning and design for free. Our email address is: jili@geelyracks.com