📐 "First 50 Enterprise Queries Get Custom 3D Warehouse Design" Plan
What Is Drive-In Racking? Maximize Your Warehouse Storage by 60% – The Ultimate Guide to High-Density Pallet Storage (Free Layout Offer for Emerging Markets)
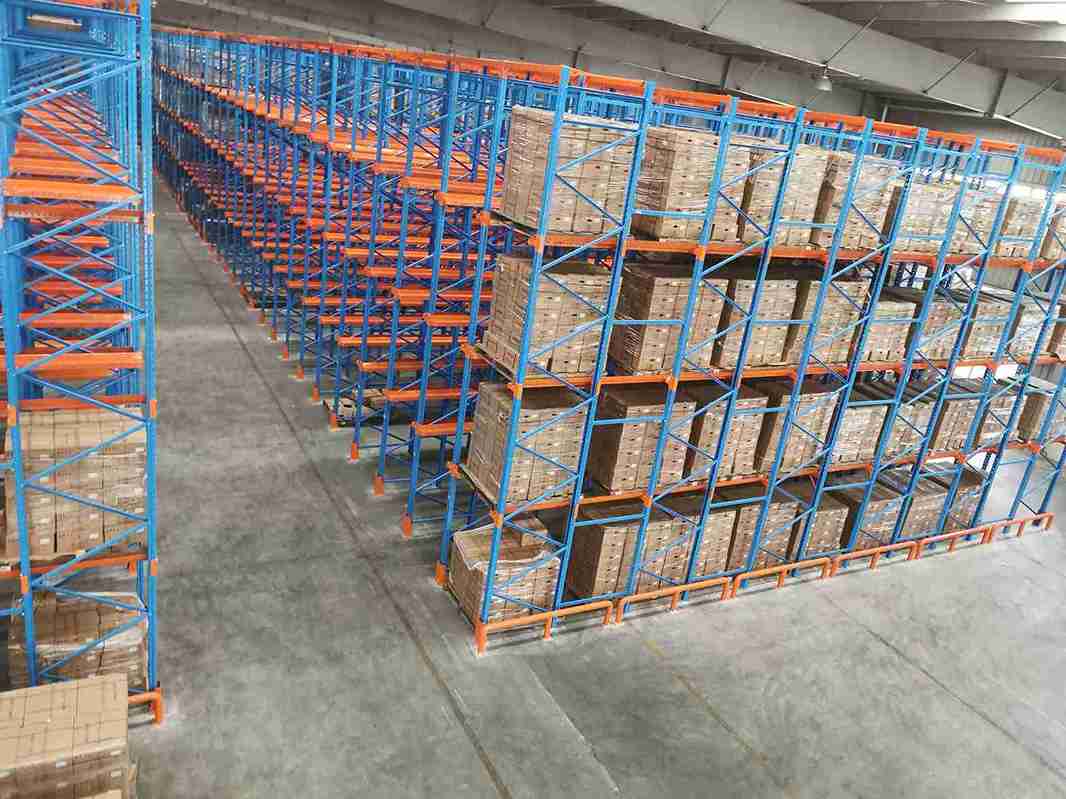
Imagine walking into a warehouse where every square foot of floor space is put to work, where aisles are virtually eliminated, and where pallets are stacked deep and high in a single, seamless storage block. That is the reality of Drive-In Racking. But for a warehouse manager who has never encountered this concept, the first question is always the same: what is drive-in racking? The answer transforms how one thinks about storage density.
For warehouse operators, logistics directors, and supply chain managers across Southeast Asia, the Middle East, Africa, and Latin America, the challenge is universal: land is expensive, warehouse space is limited, and storage demands keep growing. Expanding a facility is often cost-prohibitive or simply impossible. The solution is not building out—it is building up and building dense. To fully grasp the potential, one must first understand what is drive-in racking and how it differs from every other storage method.
Drive-In Racking is a high-density pallet storage system designed to maximize warehouse cube utilization by eliminating unnecessary aisles. Unlike traditional selective racking, where every row requires its own access aisle, drive-in racking allows forklifts to drive directly into the rack structure, depositing pallets on rails that run the full depth of the lane. This configuration can increase storage capacity by up to 60–75% compared to conventional selective racking systems. For businesses operating in high-land-cost regions, the financial impact is immediate and substantial: fewer square feet per pallet means lower rent, lower construction costs, and a significantly better return on every dollar invested in a facility.
But before any investment decision, a logistics professional must ask: what is drive-in racking in practical, everyday operation? This guide answers that question in exhaustive detail. It draws on decades of industry experience to explain exactly what is drive-in racking, how it works, when it makes sense for a given operation, and how to integrate it with modern automation technologies like AGVs and pallet shuttles.
It provides detailed technical comparisons, real-world ROI calculations, safety protocols backed by RMI standards, and practical advice for emerging markets where supply chain efficiency is a competitive necessity. By the end of this article, any reader will understand not just what drive-in racking is, but whether it is the right solution for their warehouse—and how to get started with a free custom layout design tailored to their facility.

1. Introduction: The Growing Need for High-Density Storage in Emerging Markets
1.1 The Land Cost Challenge Across Southeast Asia, Middle East, Africa, and Latin America
Warehouse real estate is becoming increasingly expensive across the developing world. In major logistics hubs like Jakarta, Bangkok, Ho Chi Minh City, Dubai, Riyadh, Nairobi, Johannesburg, São Paulo, and Mexico City, industrial land prices have risen sharply over the past decade. For businesses that rely on efficient warehousing—whether in retail, manufacturing, cold storage, or third-party logistics—every additional square meter carries a real and recurring cost.
Traditional selective pallet racking dedicates roughly 40–60% of warehouse floor space to aisles alone. That means for every 10,000 square feet of warehouse space, up to 6,000 square feet is nothing but empty concrete used only for forklift movement. In high-cost markets, this inefficiency is simply unsustainable.
Drive-In Racking directly addresses this problem by collapsing those aisles into dense storage lanes. The result is a dramatically lower cost per pallet position, enabling businesses to store more inventory in the same footprint—or even downsize their facility while maintaining the same storage capacity. But to appreciate the solution, one must first answer what is drive-in racking in the context of high-density storage. The answer reveals why so many emerging-market warehouses are switching from selective to drive-in systems.
1.2 Why This Guide Matters for Your Business
We have worked with warehouse operators across Asia, Africa, the Middle East, and Latin America for decades. We have seen first-hand how the right storage system can transform a struggling logistics operation into a lean, cost-effective machine. We have also seen the opposite: businesses that invested in the wrong racking system, only to find themselves constrained by poor inventory access, inefficient workflows, and mounting operational costs.
This guide is written for decision-makers who need actionable, technical, and practical information. We do not just explain what is drive-in racking. We explain:
The engineering principles behind high-density storage
The exact cost structures and ROI calculations
The safety standards and installation requirements
The integration pathways with AGVs and warehouse automation
The specific applications where drive-in racking excels—and where it does not
By the end, any reader will have the knowledge to make an informed decision and a clear path forward to request a free warehouse layout design tailored to their specific facility dimensions, inventory profile, and operational goals. Understanding what is drive-in racking is only the first step; applying that knowledge correctly is what drives real business value.

2. What Is Drive-In Racking? A Complete Technical Definition
2.1 Defining Drive-In Pallet Racking
So, what is drive-in racking at its most fundamental level? Drive-In Racking is a high-density pallet storage system where forklifts physically enter the rack structure to deposit or retrieve pallets. Unlike selective racking, where pallets are stored on beams accessible from an aisle, drive-in racking uses continuous pallet rails that run the entire depth of each storage lane. Pallets are loaded from the front of the lane, one behind another, and retrieved from the same front access point.
In simple terms: imagine a series of tunnels made of steel. Each tunnel is a storage lane that can hold pallets stacked multiple positions deep—anywhere from 3 to 10 pallets deep or more. The forklift drives into the tunnel, lifts the pallet onto the rails, and then backs out. The next pallet is placed behind it, and so on. When someone asks what is drive-in racking, this visual answer—tunnels of steel holding pallets in a continuous line—captures the essence.
From a construction standpoint, drive-in racking systems are composed of portal constructions formed by upright frames, horizontal beams, and pallet rails that support the loading units. Load forces are transferred from the rails through support beams to the upright frames, and finally to the warehouse floor.
2.2 Key Components of a Drive-In Racking System
To fully understand what is drive-in racking, it helps to know its core components:
| Component | Function |
|---|---|
| Upright Frames | Vertical columns that form the structural backbone of the system. Available in roll-formed or structural steel. |
| Pallet Rails | Continuous rails that run the depth of the lane, supporting pallets on both sides. |
| Horizontal Beams | Connect upright frames and provide lateral stability. |
| Rail Support Arms | Attach rails to upright frames, typically bolted with grade-five hardware for maximum load capacity. |
| Row Spacers | Maintain consistent spacing between rows and create positive frame locations. |
| Base Plates | Anchor the system to the warehouse floor. |
| Guard Rails & End Stops | Safety accessories that protect the system from forklift impacts. |
The rails themselves come in different profiles. Roll-formed rails offer exceptional strength and torsion resistance with a galvanized finish that resists abrasion—particularly important in drive-in systems where pallets are constantly dragged across the rail surface. Space Saver rails, made of structural angle, reduce vertical clearance by approximately 3 inches per pallet level, allowing you to fit an extra tier of storage within the same building height. Without knowing what is drive-in racking at the component level, a buyer cannot evaluate quality differences between suppliers.
2.3 Drive-In vs. Drive-Through Racking: Understanding the Difference
A common point of confusion is the distinction between Drive-In and Drive-Through racking. While the two terms are often used interchangeably, they serve different inventory management needs. To truly understand what is drive-in racking, one must also understand what it is not.
Drive-In Racking : Single access point at the front of the lane. Loading and unloading are performed from the same side. This creates a Last-In, First-Out (LIFO) inventory flow—the last pallet loaded is the first pallet retrieved. Drive-in systems are typically backed by a wall or have a closed end.
Drive-Through Racking : Access points at both the front and rear of the lane. Pallets are loaded from one side and unloaded from the opposite side. This enables First-In, First-Out (FIFO) inventory flow, where the first pallet stored is the first pallet retrieved.
The choice between drive-in and drive-through depends entirely on inventory rotation requirements. LIFO is perfectly acceptable for non-perishable goods, raw materials, and seasonal items where stock age does not matter. FIFO is required for products with expiration dates, such as food, beverages, pharmaceuticals, and chemical products. So when a food distributor asks what is drive-in racking, the answer must include the caveat that standard drive-in is LIFO; they may need drive-through instead.
3. How Drive-In Racking Works: Operational Mechanics
3.1 The Loading and Retrieval Process
Understanding the operational workflow is essential before committing to any storage system. To answer what is drive-in racking in operational terms, here is how a typical system functions:
Loading Process:
The forklift operator approaches the storage lane with a pallet raised slightly above the rail level.
The forklift drives directly into the lane, guided by the rails on either side.
Once the pallet is positioned over the designated rail depth position, the operator lowers the pallet onto the rails.
The forklift backs out of the lane, and the next pallet is loaded behind the previous one.
The lane is filled from back to front—the deepest pallet position is loaded first, then the next position outward, and so on.
Retrieval Process:
The forklift operator drives into the lane to access the front-most pallet.
The pallet is lifted off the rails and retrieved.
To access pallets stored deeper in the lane, the front pallets must first be removed. This is the essence of the LIFO system.
The loading sequence is critical for both safety and efficiency. From a safety standpoint, the handling equipment should not circulate underneath stored loading units, so the loading sequence must be bottom-up and back-to-front, following the reverse sequence for unloading. Anyone learning what is drive-in racking must also learn this sequence; doing it wrong can collapse a lane.
3.2 Single SKU Per Lane Principle
One of the defining characteristics of drive-in racking is that each storage lane is dedicated to a single SKU (Stock Keeping Unit) . This is not merely a recommendation—it is an operational necessity. Because pallets are stored in a continuous line and accessed from one end, mixing different products within the same lane would create significant retrieval complications. That is a critical part of what is drive-in racking: it is not a system for mixed-SKU storage.
For warehouses with a low number of SKUs but high volumes per SKU, this limitation is actually a strength. It simplifies inventory management, reduces picking errors, and allows for highly organized storage zones.
3.3 Forklift Requirements and Operational Considerations
Drive-in racking imposes specific requirements on the forklift fleet:
Forklift dimensions must be verified to fit within the lane width. Typical lane widths range from 8 to 12 feet depending on pallet size and forklift turning radius.
Forklift height clearance must accommodate the rail levels and the pallets stored above.
Operator training is essential. Driving into a rack structure requires precision, spatial awareness, and strict adherence to safety protocols.
Pallet condition matters. Damaged pallets can catch on rails, causing misalignment and potential system damage.
Important note: Drive-in racking is generally not recommended for high-velocity, high-turnover operations where pallets need to be accessed randomly. The LIFO constraint means that to reach a pallet stored deep in the lane, all pallets in front of it must be moved first. This makes drive-in racking best suited for bulk storage of homogeneous products with low to medium rotation. When a logistics manager asks what is drive-in racking, the answer should always include these operational boundaries.
4. Types of Drive-In Racking Systems
4.1 Standard Drive-In Racking (LIFO)
The standard configuration, as described above, uses a single access aisle for both loading and unloading. This is the most common drive-in racking type and offers the highest storage density because no rear access is required. So when someone asks what is drive-in racking by default, this is what most suppliers mean.
Best applications:
Raw material storage for manufacturing
Finished goods warehousing for seasonal products
Cold storage and freezer applications
Bulk commodity storage (agricultural products, building materials, chemicals)
4.2 Drive-Through Racking (FIFO)
Drive-through racking provides access from both ends of the lane, allowing for First-In, First-Out inventory rotation. This comes at the cost of slightly reduced density—both ends of the lane must remain accessible, requiring aisles at the front and rear of the system. To fully understand what is drive-in racking, one must also recognize its drive-through variant, which solves the FIFO problem.
Best applications:
Food and beverage warehousing (expiration date management)
Pharmaceutical storage (lot control and batch tracking)
Any application requiring strict FIFO compliance
4.3 Structural vs. Roll-Formed Drive-In Racking
Drive-in racking systems are available in two primary construction types:
Roll-Formed Drive-In Racking:
Lighter weight, more economical
Suitable for standard load capacities
Faster to install
Ideal for small to medium warehouses
Structural Steel Drive-In Racking:
Heavy-duty construction, higher load capacity
Greater impact resistance—critical for high-traffic operations
Longer service life
Required for seismic zones and heavy industrial applications
Choosing between these two is a key decision once a buyer knows what is drive-in racking and needs to select a specific product.
4.4 Single-Entry vs. Double-Entry Drive-In
Single-entry drive-in racking is the standard configuration where access is from one side only. Double-entry systems allow forklifts to enter from both sides, offering greater flexibility but requiring careful lane management to avoid inventory conflicts. Double-entry is sometimes used in high-throughput environments where different shifts or departments need access to the same storage block.
5. Key Advantages of Drive-In Racking
5.1 Maximized Storage Density (60–75% Increase Over Selective Racking)
The headline benefit of drive-in racking is unmatched storage density. By eliminating aisles between every row of racks, drive-in systems can increase pallet positions by 60–75% compared to selective racking. That is the single most compelling answer to what is drive-in racking for a CFO: it is a tool to slash real estate costs.
To put this in concrete terms: a warehouse that requires 1,000 pallet positions would need approximately 25,000 square feet of floor space using selective racking. The same 1,000 pallets can be housed in roughly 15,000 square feet with drive-in racking—a 40% reduction in floor space.
In markets like Jakarta or Dubai, where industrial warehouse rent can exceed $6–10 per square foot annually, that 10,000 square foot difference translates to $60,000–100,000 in annual rent savings alone.
5.2 Significant Cost Savings Per Pallet Position
While drive-in racking has a higher upfront cost per pallet position than selective racking—typically $115–$500 per pallet position compared to $50–$120 for selective—the cost per pallet stored relative to floor space is substantially lower. The higher initial investment is quickly recovered through:
Reduced rent or mortgage costs for warehouse space
Lower construction costs for new facilities
Decreased heating, cooling, and lighting expenses per pallet
More efficient use of existing space, eliminating the need for expansion
Understanding what is drive-in racking from a financial perspective means recognizing that the total cost of ownership is often lower despite a higher purchase price.
5.3 Cold Storage and Freezer Efficiency
In temperature-controlled environments, drive-in racking is exceptionally valuable. Cold storage facilities are among the most expensive warehouse types to operate—every cubic foot of refrigerated space carries significant energy costs. By minimizing the surface area that requires cooling, drive-in racking reduces energy consumption.
The smaller footprint of a drive-in structure means less cubic volume to refrigerate. The dense storage configuration also reduces air circulation pathways, helping maintain consistent temperatures. For frozen food distributors, dairy warehouses, and pharmaceutical cold chains, these efficiency gains directly improve profit margins. Anyone operating a cold store who asks what is drive-in racking should be told: it is an energy-saving device as much as a storage device.
5.4 Protection for Pressure-Sensitive and Unstable Loads
Drive-in racking provides an important advantage for products that cannot be stacked. Pressure-sensitive goods, unstable pallet loads, and fragile items can be stored in drive-in lanes where each pallet is individually supported on rails rather than stacked on top of another pallet. This eliminates the risk of crushing lower pallets and allows for denser storage of products that would otherwise require expensive single-pallet-level storage.
5.5 Faster Loading and Unloading for Batch Operations
For operations that handle full-lane batch movements—loading an entire lane with identical product and then later emptying the entire lane—drive-in racking is exceptionally efficient. The forklift operator does not need to navigate multiple aisles or locate individual pallets. They simply drive into the lane, deposit or retrieve, and move on.

6. Limitations and Challenges: When Drive-In Racking Is NOT the Right Choice
No storage system is perfect for every application. Drive-in racking has specific limitations that decision-makers must understand before investing. A complete answer to what is drive-in racking must include what it cannot do well.
6.1 LIFO Inventory Constraint
The most significant limitation is the LIFO (Last-In, First-Out) inventory flow in standard drive-in configurations. If a business requires random access to pallets or strict FIFO rotation, a standard drive-in system will not work. In these cases, one needs either:
Drive-through racking (FIFO capability with dual access)
Pallet flow racking (gravity-fed FIFO)
Push-back racking (LIFO but with better selectivity than drive-in)
So when a pharmaceutical distributor asks what is drive-in racking, the honest answer is: for your expiration-dated products, standard drive-in is risky; consider drive-through instead.
6.2 Limited SKU Capacity
Because each lane is dedicated to a single SKU, the number of SKUs a warehouse can store is limited by the number of lanes in the system. For warehouses with hundreds or thousands of SKUs, drive-in racking is impractical. This system is designed for low SKU counts with high volumes per SKU—typically fewer than 50–100 distinct products.
6.3 Forklift Damage Risks
In drive-in racking, forklifts physically enter the rack structure with only inches of clearance on either side. This creates a significant risk of impact damage. Misaligned forklifts, operator errors, or damaged pallets can strike upright frames, rails, or support beams, compromising structural integrity.
Mitigation strategies include:
Installing guard rails and end stops
Implementing rigorous operator training programs
Conducting regular structural inspections
Using damage reporting protocols with immediate repair or replacement
Considering structural steel racking for higher impact resistance
6.4 Not Suitable for High-Velocity, High-Turnover Operations
Drive-in racking works best for low to medium rotation products. If an operation requires frequent, random access to individual pallets—as in e-commerce fulfillment or just-in-time manufacturing—the LIFO constraint and lane depth will create significant inefficiencies. Selective racking, carton flow racking, or automated systems are better suited for these environments.
6.5 Pallet Quality Requirements
Damaged or non-standard pallets can cause serious problems in drive-in racking. Broken deck boards or protruding nails can catch on rails, stopping the forklift or damaging the system. Consistent pallet quality is essential for smooth operation.
7. Drive-In Racking vs. Other High-Density Storage Systems
To make an informed decision, a warehouse professional needs to understand how drive-in racking compares to alternative high-density storage solutions. Each system has its own trade-offs in terms of density, selectivity, cost, and operational complexity. Comparing them is the best way to answer what is drive-in racking relative to the alternatives.
7.1 Drive-In vs. Selective Racking
| Feature | Selective Racking | Drive-In Racking |
|---|---|---|
| Storage Density | Low (baseline) | High (+60–75%) |
| Selectivity | 100% (any pallet accessible) | Low (only front pallet accessible without moving others) |
| Cost Per Pallet Position | $50–$120 | $115–$500 |
| Aisle Space | 40–60% of floor area | Minimal (single access aisle per block) |
| Best For | Diverse inventory, frequent random access | Bulk storage, low SKU count, non-perishable goods |
Selective racking is the most flexible system but the least space-efficient. Drive-in racking is the opposite: maximum density but minimum selectivity.
7.2 Drive-In vs. Double-Deep Racking
Double-deep racking stores pallets two positions deep with access from a single aisle. It offers higher density than selective racking but lower density than drive-in. Forklifts use telescopic attachments to reach the second-deep pallet.
| Feature | Double-Deep Racking | Drive-In Racking |
|---|---|---|
| Storage Depth | 2 pallets | 3–10+ pallets |
| Density Gain vs. Selective | ~30–40% | ~60–75% |
| Selectivity | Moderate (second-deep pallet requires moving first) | Low |
| Cost Per Pallet Position | $80–$200 | $115–$500 |
Double-deep racking is a good compromise when more density than selective is needed but reasonable selectivity is still required. Drive-in is for maximum density when selectivity is not a priority.
7.3 Drive-In vs. Push-Back Racking
Push-back racking uses nested carts on inclined rails. Pallets are loaded from the aisle onto the front cart, which pushes the carts behind it backward. When a pallet is retrieved, gravity moves the next cart forward.
| Feature | Push-Back Racking | Drive-In Racking |
|---|---|---|
| Storage Depth | 2–6 pallets | 3–10+ pallets |
| Density vs. Selective | 30–35% | 60–75% |
| Forklift Entry | No (forklift stays in aisle) | Yes (forklift enters structure) |
| Cost Per Pallet Position | ~2x drive-in per position | Lower per position |
| Damage Risk | Lower (forklift does not enter) | Higher (forklift enters structure) |
Push-back racking offers better selectivity than drive-in (any SKU stored in a lane can be accessed without moving others) but at higher cost per pallet position. Forklifts do not enter the rack structure, reducing damage risks.
7.4 Drive-In vs. Pallet Flow Racking
Pallet flow racking (also called live racking) uses gravity-fed rollers on a slight incline. Pallets are loaded from the rear and flow forward to the picking face, providing automatic FIFO without forklifts entering the rack.
| Feature | Pallet Flow Racking | Drive-In Racking |
|---|---|---|
| Inventory Rotation | FIFO (automatic) | LIFO |
| Forklift Entry | No | Yes |
| Cost Per Pallet Position | $200–$450 (highest) | $115–$500 (mid-range) |
| Complexity | High (rollers, brakes, lane dividers) | Moderate |
| Best For | High-turnover FIFO requirements | Bulk storage, non-perishable goods |
Pallet flow racking is significantly more expensive than drive-in racking but offers unmatched FIFO efficiency for high-turnover operations.
7.5 Drive-In vs. Pallet Shuttle Systems
Pallet shuttle systems replace the forklift inside the lane with a motorized shuttle that moves pallets to the correct position. The forklift remains in the aisle, placing and retrieving the shuttle unit.
| Feature | Pallet Shuttle | Drive-In Racking |
|---|---|---|
| Automation Level | Semi-automated | Manual |
| Forklift Entry | No (shuttle enters lane) | Yes (forklift enters lane) |
| Density | Very high (up to 22+ pallets deep) | High |
| Cost | Higher than drive-in | Lower than shuttle |
| Throughput | Higher (shuttle moves faster than forklift) | Lower |
Pallet shuttle systems represent the next step in automation from traditional drive-in racking. They eliminate forklift entry into the rack structure, reducing damage risks and increasing throughput. When a warehouse manager asks what is drive-in racking and then asks about automation, the shuttle system is the natural upgrade path.
7.6 Comparison Summary Table
| System | Density | Selectivity | FIFO/LIFO | Cost per Pallet | Forklift Entry | Best For |
|---|---|---|---|---|---|---|
| Selective | Low | 100% | Both | $50–$120 | No | Diverse inventory |
| Double-Deep | Medium | Moderate | LIFO | $80–$200 | No (telescopic forks) | Medium-density storage |
| Drive-In | High | Low | LIFO | $115–$500 | Yes | Bulk, low SKU, non-perishable |
| Drive-Through | High | Low | FIFO | $130–$550 | Yes | Bulk, FIFO required |
| Push-Back | Medium-High | High | LIFO | $200–$350 | No | Medium-density with selectivity |
| Pallet Flow | High | Medium | FIFO | $200–$450 | No | High-turnover FIFO |
| Pallet Shuttle | Very High | Medium | Both | $300–$600+ | No (shuttle) | Automated high-density |

8. Engineering Specifications and Design Parameters
8.1 Lane Depth and System Configuration
One of the most important design decisions for a drive-in racking system is lane depth—how many pallets will be stored in each lane. Lane depth directly impacts:
Storage density: Deeper lanes mean fewer aisles and higher density
Selectivity: Deeper lanes make it harder to access pallets stored toward the back
Forklift requirements: Deeper lanes require forklifts with greater reach or specialized attachments
Typical lane depths range from 3 to 10 pallets, though systems can be designed for greater depths. For every pallet position of depth, one adds approximately 4–5 feet of lane length per pallet (including clearances).
Example configuration: A lane storing 8 pallets deep × 4 pallets high = 32 pallet positions per lane. Selectivity in this configuration is only 13% (4 high divided by 32 total positions)—meaning only 13% of stored pallets are immediately accessible without moving others. When calculating what is drive-in racking for a specific application, lane depth is the most critical variable.
8.2 Height Considerations and Vertical Utilization
Drive-in racking systems can be designed to utilize the full height of a warehouse, from single-level installations up to 10+ levels in high-bay facilities. Each level requires:
Adequate vertical clearance for pallet height plus lifting clearance
Rails installed at each level to support pallets
Structural bracing to transfer loads to upright frames
Space Saver rails reduce the vertical clearance needed per level by approximately 3 inches, allowing an extra tier to be added within the same building height.
8.3 Floor Load Requirements
Drive-in racking systems impose significant loads on warehouse floors. The combination of racking weight, pallet loads, and dynamic forklift forces requires careful engineering. Floor load calculations must account for:
Dead loads: Weight of the racking structure itself
Live loads: Weight of stored pallets (typically 1,000–2,500 kg per pallet)
Dynamic loads: Forklift movement and impact forces
Point loads: Load concentrations at upright base plates
Before installation, a professional floor assessment is essential. The floor should be level with a maximum slope of 1/8 inch per foot, and must have sufficient load-bearing capacity to support the fully loaded system.
8.4 Seismic Design Requirements
For warehouses located in seismic zones—including parts of Southeast Asia (Indonesia, Philippines), the Middle East (Turkey, Iran), and Latin America (Mexico, Chile, Peru)—drive-in racking systems must be designed to withstand earthquake forces. Seismic design includes:
Increased bracing between upright frames
Heavier base plates and anchor bolt specifications
Flexible connections that can absorb lateral movement
Compliance with local seismic codes (e.g., UBC, IBC, or national standards)
In seismic regions, structural steel racking is typically required rather than lighter roll-formed systems.
8.5 Compliance with RMI ANSI MH16.1 Standards
In the United States and many international markets, drive-in racking systems must comply with the Rack Manufacturers Institute (RMI) ANSI MH16.1 standard: Specification for the Design, Testing and Utilization of Industrial Steel Storage Racks.
Key compliance requirements include:
Load capacity plaques mounted on or near the system
Design load calculations verified by a qualified engineer
Regular structural inspections (typically annually or semi-annually)
Damage reporting and repair protocols
Operator training on safe loading and unloading practices
For warehouses outside the US, local standards may apply, but RMI ANSI MH16.1 is widely recognized as the international benchmark for pallet racking safety. Any supplier answering what is drive-in racking should also explain RMI compliance.
9. Drive-In Racking ROI: Calculating Your Return on Investment
9.1 Understanding the ROI Formula
Investing in a drive-in racking system requires a significant upfront capital expenditure. However, the return on investment (ROI) often justifies the cost within 12–24 months. The basic ROI formula is:
ROI = (Net Profit / Cost of Investment) × 100%
Net profit from a drive-in racking system comes from multiple sources: space savings, operational efficiency gains, reduced expansion costs, and energy savings in temperature-controlled environments.
9.2 Calculating the Cost of Investment
The total cost of investment for a drive-in racking system includes:
| Cost Component | Typical Range | Notes |
|---|---|---|
| Racking equipment (materials) | $100–$400 per pallet position | Varies by steel grade, finish, and depth |
| Professional installation | 15–35% of equipment cost | Includes labor, anchoring, certification |
| Floor preparation | Variable | Leveling, coating, reinforcement if needed |
| Safety accessories | $2,000–$10,000 per system | Guard rails, end stops, signage |
| Forklift modifications | $5,000–$15,000 per vehicle | If required for lane entry |
| Training | $3,000–$10,000 | Operator and supervisor training |
| Shipping/logistics | Varies by location | Significant for emerging markets |
Example calculation: A mid-sized drive-in racking system with 2,000 pallet positions at $250 per position = $500,000 equipment cost. Installation at 25% = $125,000. Total investment ≈ $625,000.
9.3 Quantifying Space Savings
Space savings are typically the largest contributor to ROI. Using the earlier example: 1,000 pallets require 25,000 sq ft with selective racking vs. 15,000 sq ft with drive-in racking—a 10,000 sq ft saving.
If warehouse rent is $8 per square foot annually, that saving equals $80,000 per year. In a high-cost market like Dubai ($12–15 per sq ft) or Singapore ($15–20 per sq ft), the annual saving can exceed $150,000. That is the financial answer to what is drive-in racking: a rent-reduction machine.
9.4 Operational Efficiency Gains
Drive-in racking reduces forklift travel distances because aisles are eliminated and storage lanes are dense. For batch loading and unloading operations, efficiency gains of 20–40% are achievable. Quantify this by calculating:
Labor cost per hour × hours saved per day × operating days per year
Forklift operating costs (fuel/electricity, maintenance) × reduced travel time
Example: A warehouse with 10 forklift operators earning $20/hour saving 1 hour per day each = $200/day × 300 operating days = $60,000 annual labor saving.
9.5 Energy Savings for Cold Storage
For refrigerated and frozen warehouses, energy savings are substantial. Cold storage energy costs typically range from $0.50–$2.00 per cubic foot per year. A drive-in system that reduces the refrigerated volume by 30% compared to selective racking can save tens of thousands of dollars annually.
Example: 100,000 cubic feet of refrigerated space at $1.00 per cubic foot = $100,000 annual energy cost. A 30% reduction saves $30,000 per year.
9.6 Total ROI Calculation Example
Assumptions:
1,000 pallet positions required
Drive-in racking investment: $250,000 (equipment + installation)
Selective racking alternative: $120,000
Warehouse rent: $10/sq ft/year
Space saving with drive-in: 10,000 sq ft
Annual rent saving: $100,000
Additional operational saving: $30,000
Additional energy saving (if cold storage): $20,000
Annual net benefit: $150,000
ROI: ($150,000 / $250,000) × 100% = 60%
Payback period: $250,000 / $150,000 = 1.67 years (20 months)
Without cold storage, the payback period extends but typically remains under 3 years for most operations. That is why so many logistics directors ask what is drive-in racking—the numbers are compelling.
10. Safety Best Practices for Drive-In Racking Systems
10.1 The RMI 12 Best Practices for Drive-In Rack Safety
The Rack Manufacturers Institute has published 12 best practices specifically for drive-in rack safety. We highlight the most critical ones below:
Best Practice #1: Perform Pallet Inspection
Damaged pallets are a leading cause of drive-in rack damage. Inspect pallets for broken deck boards, protruding nails, and structural weakness before placing them in the rack.
Best Practice #2: Center the Load
Pallets must be centered on the rails to prevent tipping or rail damage. Off-center loads create uneven weight distribution and can cause pallets to fall.
Best Practice #3: Match the Forklift to the Drive-in Rack
Only use forklifts whose dimensions have been verified to fit within the drive-in rack lane. Insufficient clearance on either side dramatically increases impact risk.
Best Practice #4: Follow the Design Load Capacity
Never exceed the rated load capacity for any level or lane. Overloading can cause rail failure, upright buckling, or catastrophic collapse.
Best Practice #5: Install Protective Guarding
Guard rails, column protectors, and end stops reduce damage from routine forklift impacts.
10.2 Regular Inspection Protocols
Drive-in racking systems require more frequent inspections than selective racking because forklifts operate inside the structure. A comprehensive inspection program should include:
Daily visual inspections by forklift operators before each shift
Weekly supervisor inspections of high-traffic areas
Monthly documented inspections by trained personnel
Annual professional engineering inspections with written reports
Inspection checkpoints:
Upright frame alignment and plumbness
Rail condition (wear, deformation, cracks)
Anchor bolt tightness and floor attachment
Beam and rail support connections
Damage from forklift impacts (dents, bends, tears)
Missing or damaged safety accessories
When damage is found: report immediately, assess structural impact, repair or replace damaged components before further use. Never attempt to bend back damaged racking components—this weakens the steel and creates a hidden failure point.
10.3 Operator Training Requirements
Every forklift operator who will work in or near a drive-in racking system must complete specialized training that covers:
Lane width clearance awareness and turning radius management
Proper pallet placement technique on rails
Speed control inside the rack structure
Damage recognition and reporting procedures
Emergency procedures for pallet falls or structural incidents
Training should be documented, refreshed annually, and supplemented with periodic competency assessments.
10.4 Load Capacity Plaques and Signage
RMI standards require load capacity plaques mounted on or near every drive-in racking system. These plaques must clearly state:
Maximum uniform load per level
Maximum point load per pallet position
Maximum load per lane
Manufacturer name and contact information
Installation date and inspection history
Additional signage should indicate lane assignments, height clearances, and safety warnings.
11. Integrating Drive-In Racking with Automation: AGVs, Pallet Shuttles, and Beyond
11.1 The Shift from Manual to Automated High-Density Storage
The traditional drive-in racking system is manually operated: a human-driven forklift enters the lane, places or retrieves pallets, and backs out. While effective, this approach has limitations:
Labor dependency: Skilled forklift operators are increasingly difficult to find and retain
Damage risk: Human error leads to structural impacts
Throughput constraints: Manual operations have speed limits
Safety exposure: Operators work inside the rack structure
Modern automation technologies are transforming high-density storage. By integrating AGVs (Automated Guided Vehicles) , pallet shuttles, and warehouse execution systems, a facility can retain the density benefits of drive-in racking while eliminating many of its operational drawbacks. When someone asks what is drive-in racking in the context of Industry 4.0, the answer now includes automation integration.
11.2 Pallet Shuttle Systems: The First Step in Automation
A pallet shuttle system replaces the forklift inside the lane with a motorized shuttle unit. The workflow is simple:
A forklift (or AGV) places the shuttle unit at the front of the lane
The forklift loads a pallet onto the shuttle
The shuttle travels along the lane rails to the designated storage position
The shuttle deposits the pallet and returns to the front
The process repeats for retrieval, with the shuttle fetching the desired pallet
Key advantages over traditional drive-in racking:
Forklifts never enter the lane—significantly reduced damage risk
Higher throughput—shuttles move faster than forklifts inside lanes
Deeper lanes possible—up to 22+ pallets deep without operator visibility issues
FIFO capability—shuttles can access any pallet in the lane, enabling true FIFO
The Toyota Swarm Automation Storage system is a notable example, combining RadioShuttle technology with automated reach trucks to deliver 80% denser storage than selective racking at a much lower cost than traditional ASRS.
11.3 AGV Integration for Fully Automated Drive-In Operations
Taking automation further, AGVs (Automated Guided Vehicles) can replace the manual forklifts that service the shuttle system. The result is a fully automated high-density storage solution:
The warehouse management system (WMS) sends storage or retrieval instructions
An AGV navigates to the correct lane
The AGV uses onboard navigation and vision systems to identify and grasp the shuttle unit
The AGV places the shuttle in the lane and issues instructions
The shuttle executes the pallet movement
The AGV retrieves the shuttle and moves to the next task
This integration creates a “goods-to-person” workflow where pallets are delivered to picking stations automatically, dramatically reducing labor requirements and increasing throughput.
Benefits of AGV + shuttle integration:
Zero manual intervention—fully automated storage and retrieval
24/7 operation capability—AGVs work continuously without breaks
Precision and accuracy—eliminates human error in placement
Safety—no personnel inside the rack structure
Scalability—add more AGVs and shuttles as volume grows
The primary limitation is cost. AGV + shuttle systems have higher upfront investment than manual drive-in racking, but the labor savings (eliminating forklift operators) and damage reduction often justify the investment within 2–4 years, especially in markets with rising labor costs.
11.4 The Future: AI-Driven Warehouse Execution Systems
The next frontier in automated high-density storage is AI-driven warehouse execution systems (WES) that coordinate AGVs, shuttles, and racking in real time. These systems:
Optimize lane assignments based on SKU velocity and seasonality
Balance shuttle and AGV utilization to maximize throughput
Predict maintenance needs based on usage patterns
Integrate with upstream and downstream processes (receiving, picking, shipping)
For warehouse operators in emerging markets, automation represents a competitive advantage. Labor costs are rising across Southeast Asia, the Middle East, and Latin America. Automated systems that reduce labor dependency while increasing throughput are becoming essential for staying competitive.
12. Drive-In Racking Applications Across Industries
12.1 Cold Storage and Frozen Food Warehousing
Cold storage is one of the most common applications for drive-in racking. The combination of high density and energy efficiency makes drive-in systems the default choice for many frozen food distributors, dairy warehouses, and meat processors.
Typical configuration: 4–8 pallets deep, 4–6 pallets high, with corrosion-resistant coatings for high-humidity environments.
Why it works: Every cubic foot of refrigerated space is expensive to maintain. Drive-in racking minimizes the total refrigerated volume required for a given pallet count, directly reducing energy costs. A cold store operator asking what is drive-in racking will quickly realize it is the most energy-efficient dense storage option for their environment.
12.2 Automotive Parts and Manufacturing
Automotive manufacturers store large quantities of identical components—tires, bumpers, engine blocks, transmissions—that move through production in batch quantities. Drive-in racking provides the density needed to keep production lines fed without expanding warehouse footprints.
Typical configuration: Deep lanes (6–10 pallets) for high-volume components, with dedicated lanes for each part number.
Why it works: LIFO is acceptable for most automotive components because parts are consumed in the order they are received. The high density allows manufacturers to store weeks or months of supply in a compact footprint.
12.3 Agricultural Products and Commodities
Grain, rice, coffee, sugar, fertilizers, and other agricultural commodities are often stored in bulk quantities with low SKU counts. Drive-in racking provides an efficient, cost-effective storage solution for these products.
Typical configuration: Deep lanes (8–12 pallets), lower heights (2–4 levels) due to heavy pallet weights.
Why it works: Agricultural commodities are typically non-perishable (when properly stored) and move in large batch quantities. The low cost per pallet position of drive-in racking aligns with the thin margins typical of commodity trading.
12.4 Building Materials and Construction Supplies
Cement bags, bricks, tiles, piping, insulation, and other building materials are heavy, bulky, and often stored in large quantities. Drive-in racking provides the structural capacity and density required for these demanding applications.
Why it works: Construction materials are often stored by type and size rather than by expiration date, making LIFO acceptable. The heavy-duty structural steel configurations handle the high pallet weights.
12.5 Retail Distribution and Wholesale
Large retail distributors and wholesalers store seasonal inventory, promotional stock, and slow-moving items in drive-in racking systems. Fast-moving items remain in selective or pallet flow racking for easy access.
Why it works: The ABC inventory analysis approach (A-items = fast movers in accessible racking, B/C-items = slower movers in dense racking) maximizes both efficiency and storage utilization. Drive-in racking is ideal for the C-items that represent high volume but low turnover.
12.6 Pharmaceutical and Chemical Warehousing
Pharmaceuticals and chemicals require strict FIFO compliance for expiration date management. For these applications, drive-through racking (FIFO) is used rather than standard drive-in.
Why it works: Drive-through racking provides the same high density as drive-in but with FIFO rotation. Stainless steel or coated finishes are often required for chemical compatibility and cleanroom standards.
13. Emerging Market Focus: Southeast Asia, Middle East, Africa, and Latin America
13.1 Market-Specific Challenges and Opportunities
Each of our target markets presents unique conditions that affect drive-in racking decisions:
Southeast Asia (Indonesia, Vietnam, Thailand, Malaysia, Philippines):
Rapidly rising industrial land prices in urban centers (Jakarta, Bangkok, Ho Chi Minh City)
High humidity and tropical climates—requires corrosion-resistant coatings
Growing e-commerce and cold chain sectors
Labor cost pressures from minimum wage increases
Seismic activity in Indonesia and Philippines requires seismic design
Middle East (UAE, Saudi Arabia, Qatar, Kuwait, Oman):
Extreme temperatures (50°C+)—cooling costs dominate warehouse operating expenses
High industrial land values, especially in Dubai and Riyadh
Large-scale distribution hubs serving regional markets
Dust and sand ingress—requires sealed and protected components
Africa (South Africa, Kenya, Nigeria, Ghana, Morocco):
Rapid urbanization driving warehouse demand
Infrastructure challenges affecting installation logistics
Cost-sensitive market—drive-in racking’s low cost per pallet position is attractive
Power reliability issues—manual systems preferred over automated in some regions
Latin America (Brazil, Mexico, Colombia, Argentina, Chile):
Seismic zones in Mexico, Chile, Peru require specialized engineering
Cold chain growth (agribusiness exports)
Industrial real estate costs rising in major logistics hubs
Labor market volatility—automation interest growing
In each of these regions, the question what is drive-in racking is being asked more frequently as warehouse space becomes scarcer and more expensive.
13.2 Case Study: Drive-In Racking in Saudi Arabia
In Saudi Arabia, drive-in racking is widely used to store large quantities of similar goods while minimizing floor space usage. The extreme heat makes energy efficiency paramount—every square foot of cooled warehouse space carries significant air conditioning costs. Drive-in racking’s dense configuration reduces the total cooled volume, directly lowering electricity bills.
A typical Saudi distribution center might store food products, consumer goods, or industrial supplies in lanes 6–8 pallets deep, utilizing the full height of the warehouse to maximize cube utilization. For a logistics manager in Riyadh, understanding what is drive-in racking is the first step toward cutting cooling costs by 30% or more.
13.3 Case Study: Cold Storage Expansion in Vietnam
Vietnam’s growing cold storage sector—driven by seafood exports, fresh produce, and imported frozen foods—has embraced drive-in racking. A seafood processor in Ho Chi Minh City recently converted from selective racking to drive-in, increasing storage capacity by 65% within the same refrigerated footprint. The project paid for itself in 14 months through reduced energy costs and avoided warehouse expansion.
13.4 Case Study: Automotive Parts in South Africa
An automotive assembly plant near Johannesburg implemented drive-in racking for tire and wheel assembly storage. With lanes 10 pallets deep and 5 pallets high, the system stores over 1,500 pallets of components in a compact footprint adjacent to the assembly line. The just-in-time delivery from storage to production reduced component handling time by 35%.
13.5 Why Drive-In Racking Is Growing Rapidly in Emerging Markets
Several factors are driving the adoption of drive-in racking across emerging markets:
Land cost inflation: Industrial real estate prices are rising faster than warehouse expansion budgets
Supply chain formalization: Traditional open-yard storage is being replaced by modern warehousing
Cold chain expansion: Rising middle-class demand for fresh and frozen products requires efficient cold storage
E-commerce growth: Fulfillment centers need high-density storage for slow-moving and seasonal inventory
Infrastructure investment: New ports, highways, and industrial parks are creating modern logistics clusters
For warehouse operators in these markets, drive-in racking offers the fastest payback of any high-density storage system due to the combination of high land costs and relatively lower installation labor costs.
14. Installation Process: From Planning to Operation
14.1 Phase 1: Planning and Site Assessment
Before any equipment is ordered, a thorough site assessment is required:
Measure available space: Ceiling height, column locations, floor area, door positions
Assess floor condition: Levelness, load capacity, anchor compatibility
Evaluate infrastructure: Lighting, fire suppression, HVAC clearances
Analyze inventory profile: SKU count, pallet dimensions, weights, turnover rates
Define operational requirements: Throughput targets, shift patterns, growth forecasts
The assessment produces a requirements document that drives the system design.
14.2 Phase 2: Engineering and Layout Design
Professional engineering firms (or qualified racking suppliers) create detailed layout drawings and structural calculations:
CAD layout: 2D and 3D drawings showing racking placement, aisle widths, and clearance dimensions
Load calculations: Per-level and per-upright load capacities based on your pallet weights
Anchoring plan: Floor anchor type, spacing, and bolt specifications
Seismic analysis: If required by local codes
Free layout design services are available from many racking suppliers when you purchase the system. We offer this service—contact us to receive a free custom layout for your facility.
14.3 Phase 3: Equipment Fabrication and Shipping
Drive-in racking components are typically custom-fabricated to exact dimensions. Fabrication lead times range from 4–12 weeks depending on order size and complexity. For international shipments to emerging markets, add 2–6 weeks for ocean freight, customs clearance, and inland transport.
Important: Work with a supplier experienced in international shipping to your region. Customs documentation, tariffs, and import regulations vary significantly across Southeast Asia, the Middle East, Africa, and Latin America.
14.4 Phase 4: Installation
Professional installation typically follows this sequence:
Site preparation: Clear the installation area, verify floor condition, mark anchor locations
Upright frame assembly: Erect and plumb upright frames, install base plates and anchors
Horizontal beam installation: Connect frames with beams for lateral stability
Rail installation: Mount pallet rails at each level, ensuring precise alignment (tolerance is critical—a deviation of just ½ inch can cause operational issues)
Safety accessory installation: Guard rails, end stops, signage, load capacity plaques
Final inspection and certification: Verify all connections, load test selected positions, document compliance
Installation time varies by system size. A medium-sized system (2,000–5,000 pallet positions) typically requires 1–3 weeks for installation with a crew of 4–8 technicians.
14.5 Phase 5: Operator Training and Go-Live
Before the system is put into operation:
Train all forklift operators on lane entry procedures, pallet placement, and safety protocols
Conduct supervised practice runs with empty pallets, then light loads, then full loads
Establish inspection and maintenance schedules
Document all procedures for ongoing reference
15. Maintenance and Longevity
15.1 Daily and Weekly Maintenance
Daily tasks (forklift operators):
Visual inspection of lanes before use
Report any visible damage (dents, bent rails, loose anchors)
Verify load capacity plaques are legible
Weekly tasks (supervisor):
Documented inspection of high-traffic lanes
Check anchor bolt tightness (torque verification)
Inspect rail alignment and wear patterns
15.2 Monthly and Annual Inspections
Monthly tasks (trained inspector):
Comprehensive inspection of all lanes
Check for racking leaning or misalignment
Inspect all beam-to-upright connections
Verify safety accessories are intact
Annual tasks (professional engineer or certified inspector):
Full structural assessment
Load capacity verification
Seismic connection inspection (if applicable)
Written inspection report with recommendations
15.3 Expected Service Life
With proper installation, regular inspections, and prompt damage repair, a drive-in racking system can last 20–30 years or more. Roll-formed systems have a shorter service life (15–20 years) than structural steel systems (25–35 years) due to the lighter gauge steel.
Factors that reduce service life:
Frequent forklift impacts
Overloading beyond design capacity
Corrosion (unprotected steel in humid or coastal environments)
Poor installation (misaligned rails, insufficient anchoring)
Lack of maintenance and inspection
15.4 Repair vs. Replacement
When damage occurs, the question is always: repair or replace?
Minor damage (scratches, small dents, worn rail surfaces): repair by certified technicians
Moderate damage (bent rails, cracked welds, shifted connections): repair with replacement components
Severe damage (bent uprights, fractured beams, pulled anchors): replace affected components entirely
Never attempt to straighten damaged racking components. Bending steel back into shape work-hardens the material, creating hidden stress risers that can lead to sudden failure under load. Always replace damaged components with new parts from the original manufacturer.
16. How to Choose the Right Drive-In Racking Supplier
16.1 Supplier Evaluation Criteria
Selecting the right supplier is as important as selecting the right system. Evaluate potential suppliers on:
Technical capability:
Do they offer engineering design services?
Can they perform seismic and load calculations?
Do they provide CAD layouts and 3D visualizations?
Manufacturing quality:
What steel grades do they use?
Are their finishes appropriate for your environment (galvanized, powder-coated, stainless)?
Do they have quality certifications (ISO 9001, etc.)?
International experience:
Have they shipped to your region before?
Do they understand local customs and import regulations?
Can they provide references from similar markets?
Installation support:
Do they offer professional installation services?
Can they train your local team?
Do they provide post-installation inspection and maintenance support?
Customer references:
Ask for three recent projects in a similar industry and market
Contact those customers directly for feedback
Request site visit opportunities if possible
16.2 Red Flags to Avoid
No engineering documentation: Suppliers who cannot provide load calculations and structural drawings
No safety certifications: Suppliers who do not comply with RMI, FEM, or local safety standards
No references: Suppliers unwilling or unable to provide customer references
Vague pricing: Quotes that omit installation, shipping, customs, or accessories
No post-sale support: Suppliers who disappear after delivery
16.3 Why Work with Us
We are a specialized supplier of drive-in racking and warehouse automation solutions with decades of experience serving customers across Southeast Asia, the Middle East, Africa, and Latin America. Our capabilities include:
Custom engineering design tailored to your facility and inventory profile
High-quality manufacturing with structural steel and roll-formed options
Professional installation services or detailed installation guidance for local teams
Integration support for AGVs, pallet shuttles, and warehouse automation
Free layout design for qualified projects—contact us to get started
International shipping expertise to all major ports in your region
Ongoing maintenance and inspection services
17. Frequently Asked Questions (FAQ)
Q1: Can drive-in racking be used with AGVs and automated forklifts?
Yes, absolutely. Drive-in racking is fully compatible with AGVs (Automated Guided Vehicles) and automated forklifts. The key requirements are precise lane geometry (consistent width, straight alignment) and navigation aids (reflectors, magnetic tape, or laser targets) that AGVs use for positioning. Many customers are integrating AGVs with their drive-in systems to reduce labor costs and eliminate manual forklift entry into the rack structure. The AGV places and retrieves pallets at the lane entrance, and in more advanced configurations, works with pallet shuttles that move pallets deeper into the lane. This combination delivers the density of drive-in racking with the efficiency of full automation.
Q2: What is the typical maximum depth for a drive-in racking lane?
Standard drive-in racking can accommodate 3 to 10 pallets per lane, but this is not a hard technical limit—systems have been designed for 15, 20, or even more pallets deep. The practical limit is determined by your forklift’s visibility, the pallet retrieval time (deeper lanes take longer to access back pallets), and the LIFO constraint (all front pallets must be removed to reach the back). For operations with very deep lanes, a pallet shuttle system is often a better choice because the shuttle handles the depth while the forklift stays in the aisle. Many customers find that 5–8 pallets deep offers the best balance of density and accessibility.
Q3: Does drive-in racking require special forklifts or attachments?
Standard counterbalance forklifts work for most drive-in racking applications provided their dimensions fit within the lane width. However, there are important considerations: the forklift’s overall width must leave adequate clearance on both sides (typically 4–6 inches minimum), and the mast height must clear the rails at each level. For deeper lanes (beyond 6 pallets), you may need a forklift with extended reach forks or a pantograph attachment. Some customers also use reach trucks or very narrow aisle (VNA) forklifts for higher-density configurations. The most important factor is matching the forklift dimensions to the lane width—always verify this before ordering.
Q4: How do I know if my warehouse floor can support a drive-in racking system?
A professional floor assessment is essential before installation. The assessment should measure floor flatness (maximum slope of 1/8 inch per foot is typical), evaluate concrete thickness and compressive strength, and calculate point load capacity at each upright location. Most industrial concrete floors (6+ inches thick, 3,000+ psi compressive strength) can support drive-in racking with proper anchoring. However, floors with cracks, spalling, or insufficient thickness may require reinforcement, slab replacement, or a load-distributing base plate design. Your racking supplier should provide anchor specifications and may require a floor engineer’s certification before installation.
Q5: What is the difference in cost between drive-in racking and pallet shuttle systems?
Drive-in racking typically costs $115–$500 per pallet position, while pallet shuttle systems cost $300–$600+ per pallet position. The exact difference depends on lane depth, number of shuttles required, and automation level. A standard drive-in system with manual forklift operation has the lowest upfront cost but higher ongoing labor and damage costs. A pallet shuttle system adds the cost of shuttle units ($5,000–$15,000 each) and potentially AGVs, but eliminates forklift entry into the rack (reducing damage) and can operate with fewer operators. Many customers find that the payback period for upgrading from drive-in to shuttle is 2–4 years, after which the shuttle system delivers lower total cost of ownership.
18. Conclusion
Drive-In Racking is one of the most powerful tools available for warehouse operators who need to maximize storage density, reduce facility costs, and improve operational efficiency—especially in emerging markets where land is expensive and warehouse space is at a premium.
Throughout this guide, we have covered:
What is drive-in racking in technical, operational, and financial terms
How it differs from selective, push-back, pallet flow, and shuttle systems
How it works—from lane configurations and LIFO/FIFO considerations to forklift requirements
When to use it—bulk storage, cold storage, low SKU counts, non-perishable goods
The economics—detailed ROI calculations showing payback periods of 12–24 months in many applications
Safety and compliance—RMI best practices, inspection protocols, and operator training requirements
Automation integration—how AGVs and pallet shuttles transform drive-in racking into a fully automated solution
Regional considerations—specific advice for Southeast Asia, the Middle East, Africa, and Latin America
Installation and maintenance—a complete guide from planning to long-term care
The decision to invest in drive-in racking should be based on a thorough analysis of inventory profile, facility constraints, and financial objectives. For many warehouses—particularly those storing large volumes of homogeneous products in cold storage, manufacturing, or commodity distribution—drive-in racking delivers the fastest return on investment of any high-density storage system.
We invite you to take the next step. Contact us today for a free custom warehouse layout design tailored to your facility dimensions, pallet sizes, and throughput requirements. Our engineering team will provide CAD drawings, load calculations, and a detailed ROI projection—at no cost or obligation.
Transform your warehouse. Maximize every square foot. Contact us now.
If you require perfect CAD drawings and quotes for warehouse racking, please contact us. We can provide you with free warehouse racking planning and design services and quotes. Our email address is: jili@geelyracks.com


