🐍 "先着50社のエンタープライズ・クエリーにカスタム3Dウェアハウス・デザインをプレゼント" プラン

Upgrade Your Cold Chain Logistics: Custom Design Pallet Shuttle System for Food & Beverage Bulk – Low Maintenance, High Throughput, Ready for Latin America & Central Asia
For warehouse operators across Latin America and Central Asia, frozen food and beverage storage has become an expensive puzzle. Every square meter of freezer space costs money not only in rent but in constant refrigeration, labor that does not want to work at -25°C, and equipment that breaks down faster in the cold. A custom design pallet shuttle system solves this puzzle by removing forklifts from storage lanes, stacking pallets deep into the rack, and operating reliably in extreme temperatures.
This article explains why a custom design pallet shuttle system is not just another automation gadget but a strategic investment. It covers how the system works, why cold storage needs special engineering, what Latin American and Central Asian operators should look for, and how to calculate real ROI. The article also provides case evidence, maintenance guidelines, and a step‑by‑step implementation roadmap. No fluff, no generic advice – just actionable knowledge for food and beverage cold storage professionals.
H1: Understanding the Cold Chain Crisis in Food & Beverage Bulk Storage
The numbers tell a brutal story. Refrigerated warehousing costs three to four times more than ambient storage per pallet position. A typical freezer at -25°C consumes between 150 and 300 kWh per square meter per year depending on insulation, door usage, and local climate. In Latin America, where electricity prices have risen by an average of 12% annually over the past five years, those kilowatt‑hours cut directly into profit margins. In Central Asia, unreliable power grids mean many cold storage facilities must run backup generators during peak demand periods, further inflating operational expenses.
Labor compounds the problem. Forklift drivers in cold storage work in shifts of no more than two hours before they need warming breaks. Turnover rates in freezer warehouses often exceed 50% per year, forcing operators to constantly recruit and train new staff. A custom design pallet shuttle system addresses both issues simultaneously. It keeps forklifts at the rack face, reducing exposure time, and it automates the deep‑lane movement of pallets, so fewer workers are needed inside the freezer.
Food and beverage bulk storage presents an additional layer of complexity. Unlike general merchandise, frozen food has expiration dates, lot numbers, and strict traceability requirements. A custom design pallet shuttle system integrates with warehouse management software to enforce FIFO (first‑in, first‑out) or FEFO (first‑expired, first‑out) rules automatically. The system knows exactly which pallet entered which lane on which date, and it retrieves the correct pallet without the operator having to search or guess.
Across Latin America, the cold chain logistics market is growing at nearly 12% annually. Brazil, Mexico, Colombia, and Argentina are expanding their frozen food production and distribution networks. In Central Asia, Kazakhstan and Uzbekistan are investing heavily in agricultural cold storage to reduce post‑harvest losses, which currently run as high as 30% for fruits and vegetables. A custom design pallet shuttle system is not a luxury for these markets; it is becoming a competitive necessity.
H2: What Makes a Pallet Shuttle System Different from Conventional Cold Storage Racking
To understand the value of a custom design pallet shuttle system, one must first understand what conventional systems lack. Drive‑in racking, the most common high‑density solution in older cold storage facilities, requires a forklift to enter the storage lane. The operator drives into the lane, lifts the pallet, and places it onto rails or beams. This process has several hidden costs.
First, the forklift exhaust (even with electric forklifts, the movement generates heat and moisture) affects the freezer environment. Second, the risk of collision is high – a single misjudgment can collapse an entire lane of racking and destroy thousands of dollars of product. Third, throughput is limited because the forklift must travel the full depth of the lane for every putaway or retrieval.
Selective racking, the other common alternative, offers easy access but wastes space. A selective rack typically achieves 40‑50% space utilization because each pallet position requires its own access aisle. In cold storage, where every cubic meter costs money, that inefficiency is unacceptable.
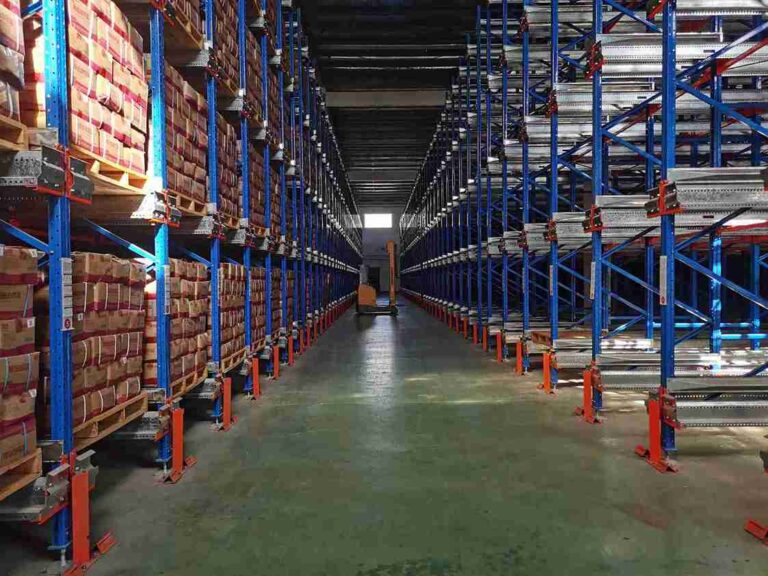
A custom design pallet shuttle system combines the density of drive‑in racking with the accessibility of selective racking – and then adds automation. The shuttle vehicle, which rides on rails inside each lane, carries pallets to and from the lane entrance. The forklift never enters the lane. The shuttle can be controlled remotely, and multiple shuttles can work simultaneously on different lanes and levels. For a food and beverage cold storage facility handling bulk quantities of similar SKUs, a custom design pallet shuttle system typically achieves 85‑90% space utilization while reducing product damage by more than 70%.
But not every shuttle system works in cold storage. Standard shuttles are designed for ambient temperatures. When placed in a -25°C freezer, their batteries fail, lubricants congeal, and condensation shorts out electronics. That is why a custom design pallet shuttle system engineered specifically for cold environments uses cold‑rated motors, low‑temperature grease, sealed electrical enclosures, and battery heating pads where needed. Without those modifications, the system will not survive its first winter.
H2: Cold Storage Requirements That Standard Automation Cannot Meet
Food and beverage cold storage is one of the harshest environments for any automated equipment. A custom design pallet shuttle system must be built from the ground up to handle three specific challenges: extreme low temperatures, high humidity and condensation, and regular washdown cycles.
H3: Temperature Extremes and Component Reliability
At -25°C, standard lithium‑ion batteries lose up to 40% of their rated capacity. Standard electric motors draw higher current because internal resistance increases. Standard lubricants become thick as tar, causing moving parts to stall or wear prematurely. A custom design pallet shuttle system uses batteries with low‑temperature electrolyte formulations, often lithium iron phosphate (LiFePO4) with built‑in thermal management. The motors are rated for -30°C operation, with permanent magnet designs that generate less heat and maintain torque. The lubrication is synthetic, with a pour point below -50°C.
Some suppliers now offer shuttle systems that can operate at -30°C continuously, with brief excursions down to -35°C. For food and beverage bulk storage, where frozen meat, seafood, and ice cream are stored at -25°C to -28°C, this margin of safety is essential. A custom design pallet shuttle system built to these specifications will run reliably for years, not months.
H3: High Humidity and Condensation Management
Cold storage facilities in tropical or subtropical regions – which includes most of Latin America – face a double challenge. Outside air at 30°C and 80% relative humidity contains large amounts of water vapor. When a freezer door opens, that vapor rushes in and condenses on any surface colder than the dew point. Inside a shuttle system, condensation can form on circuit boards, rail joints, and optical sensors.
A custom design pallet shuttle system for humid climates includes several countermeasures. All electronic enclosures are IP65 or higher, meaning they are dust‑tight and protected against low‑pressure water jets. Connectors are sealed and filled with dielectric gel. Rail surfaces are coated with anti‑corrosion treatments, and critical sensors are heated slightly above the dew point to prevent fogging. Some systems also include automated air curtains and door sequencing to minimize the amount of warm, moist air that enters the freezer in the first place.
Without these features, a standard shuttle system will experience intermittent faults, sensor failures, and corrosion within six months of deployment in a humid cold storage environment. A custom design pallet shuttle system anticipates these problems and engineers them away.
H3: Washdown and Hygiene Requirements
Food and beverage warehouses are subject to sanitary regulations. In Latin America, local health codes often require regular washdowns of storage areas, especially for dairy, meat, and prepared foods. In Central Asia, export‑oriented facilities must meet international standards such as BRCGS or IFS.
A custom design pallet shuttle system intended for food‑grade cold storage uses stainless steel for all components that may contact food products or cleaning solutions. The shuttle body is sealed to prevent water ingress during high‑pressure washing. The racking has smooth surfaces without sharp corners where bacteria can accumulate. Some systems also offer optional UV‑C lighting or antimicrobial coatings on high‑touch surfaces.
These features are not standard on off‑the‑shelf shuttle systems. Only a custom design pallet shuttle system can be specified to meet the exact hygiene requirements of a particular food category and jurisdiction.

H2: Custom Design Pallet Shuttle System – Technical Architecture and Core Components
When an operator orders a custom design pallet shuttle system, they are not buying a catalog product. They are commissioning an engineered solution tailored to their building dimensions, product mix, throughput targets, and local conditions. This section breaks down the major components and how customization affects each one.
H3: Deep-Lane Racking Structure
The racking is the skeleton of any shuttle system. A custom design pallet shuttle system starts with a detailed structural analysis. The engineer calculates static loads (the weight of stored pallets) and dynamic loads (the moving shuttle and the forces it generates during acceleration and braking). In seismic zones – and much of Latin America is seismically active – the racking must also withstand lateral earthquake forces.
の場合 custom design pallet shuttle system in Mexico City or Santiago, Chile, the racking uses reinforced Ω‑shaped columns, cross‑bracing, and base plates that can be bolted to the floor slab. Some systems also incorporate seismic isolators that allow the racking to move slightly during an earthquake without collapsing. In Central Asia, where seismic risk is moderate in some areas but not in others, the racking design can be adjusted to local building codes.
The lane depth is another customization variable. A custom design pallet shuttle system can be built with lanes as shallow as 8 pallets or as deep as 30 pallets. Deeper lanes store more product but increase retrieval time for pallets at the back. The optimal depth depends on the turnover rate of each SKU. High‑velocity products go in shallower lanes; slow‑moving reserve stock goes in deeper lanes.
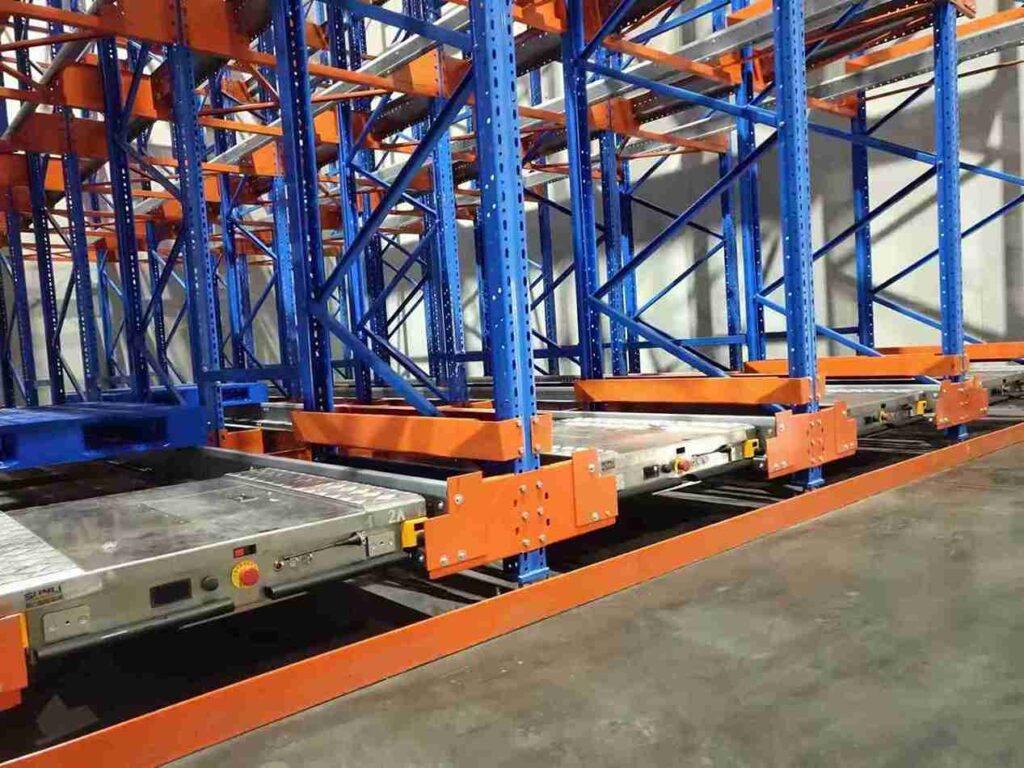
H3: Pallet Shuttle Vehicle
The shuttle itself is a marvel of mechatronic engineering. A typical custom design pallet shuttle system uses shuttles that weigh 200‑300 kg empty and can carry pallets weighing up to 1,500 kg. The shuttle travels on four wheels, with two motors driving the wheels and a third motor operating the lifting mechanism that raises the pallet off the rails during transport.
For cold storage, a custom design pallet shuttle system specifies shuttles with the following features:
Cold‑rated batteries: Lithium iron phosphate with low‑temperature electrolyte, providing 8‑16 hours of operation between charges.
Inductive charging または brushless charging contacts that work even when frost is present.
Laser distance sensors that operate reliably in foggy conditions caused by door openings.
Redundant communication – both Wi‑Fi and a backup wired protocol over the rails themselves.
Manual override – a handheld controller that allows an operator to drive the shuttle out of a lane if the automation fails.
No two shuttle systems are exactly alike. A custom design pallet shuttle system for a cheese aging warehouse at +2°C will have different specifications than one for a frozen fish warehouse at -28°C. The customization extends to the shuttle’s speed profile, acceleration ramp, and even the color of the housing for high‑visibility safety.
H3: Vertical Lift or Conveyor Interface
In multi‑level shuttle systems – and most cold storage facilities build up, not out – the vertical lift is a critical interface. A custom design pallet shuttle system can use either a dedicated vertical reciprocating conveyor (VRC) or a continuous lift with multiple carriers. For cold storage, the lift must be enclosed and insulated to prevent cold air from spilling between levels.
Some operators choose to feed their custom design pallet shuttle system with a network of conveyors that bring pallets from the receiving dock directly to the lane entrances. In this configuration, the shuttle system becomes part of a fully automated goods‑to‑person workflow. The forklift is eliminated entirely. Pallets arrive on a truck, are scanned and weighed, travel on conveyors to the correct level, and are picked up by the shuttle for storage. Retrieval follows the reverse path.
H3: Warehouse Control Software
The software that runs a custom design pallet shuttle system is not an afterthought; it is the brain of the operation. The warehouse control system (WCS) tracks every pallet’s location, manages shuttle assignments, monitors battery levels, and reports performance metrics. It integrates with the warehouse management system (WMS) and, in fully automated facilities, with the enterprise resource planning (ERP) system.
A custom design pallet shuttle system can be programmed with complex inventory rules. For food and beverage, the most common rule is FIFO: the oldest pallet in a lane must be retrieved first. The software enforces this by tracking entry times and directing the shuttle to retrieve from the front of the lane if possible, or to temporarily move blocking pallets if necessary. More advanced systems support FEFO, where the software tracks expiration dates and prioritizes pallets that are closest to spoiling.
The user interface for a custom design pallet shuttle system is typically a touchscreen panel mounted at each rack face. A forklift driver selects a product, and the screen shows which lane to use and how many pallets to load. The driver places the pallet at the lane entrance, presses a button, and the shuttle does the rest. For retrieval, the driver scans a pick list, and the system brings the requested pallet to the face within seconds.

H2: Why Food & Beverage Bulk Cold Storage Demands High Throughput and Low Maintenance
Food and beverage cold storage is not like storing auto parts or furniture. The product is perishable, the volumes are huge, and the seasons create dramatic peaks and valleys. A custom design pallet shuttle system is uniquely suited to this environment because it delivers both high throughput and low maintenance – two characteristics that rarely coexist in warehouse automation.
H3: Bulk Storage with High Pallet Velocity
A frozen pizza manufacturer might produce 50,000 pallets of the same three SKUs per week. That is a classic bulk storage pattern. Each SKU goes into its own set of lanes, and the system moves pallets in and out continuously. A custom design pallet shuttle system handles this effortlessly because the shuttle does not need to reposition or search. It simply travels to the deepest available position for putaway or to the front position for retrieval.
In a manual drive‑in system, the same volume would require multiple forklifts driving deep into lanes, with operators waiting for each other and collisions a constant risk. A custom design pallet shuttle system allows one forklift to feed multiple lanes simultaneously because the shuttle does the deep travel while the forklift moves to the next lane entrance.
H3: Throughput Demands During Peak Seasons
Before the holidays, ice cream sales triple. Before Ramadan, frozen meat and prepared foods surge. Before summer in Central Asia, frozen fruit and vegetable exports increase sharply. These seasonal peaks strain manual systems because temporary labor is hard to find and expensive to train.
A custom design pallet shuttle system scales without adding labor. If the peak requires 50% more pallet movements per hour, the operator can add more shuttles to the system (up to the lane count) and run them in parallel. The software balances the workload automatically. Some systems can also increase shuttle speed during peak periods, though this reduces battery life and should be used sparingly.
H3: Maintenance Simplicity in Remote Locations
Cold storage facilities in rural Latin America or the steppes of Central Asia may be hundreds of kilometers from the nearest industrial repair shop. A custom design pallet shuttle system must be maintainable by local technicians with basic tools. That means modular design, standardized components, and clear diagnostic procedures.
A well‑engineered custom design pallet shuttle system has a mean time between failures (MTBF) of 5,000 operating hours or more. When a failure does occur, the mean time to repair (MTTR) should be under two hours. Common failure modes – a jammed wheel, a dirty sensor, a depleted battery – are addressed by the on‑shift maintenance person, not by a factory engineer flown in from Europe.
To achieve this reliability, a custom design pallet shuttle system uses off‑the‑shelf components wherever possible. The motors, sensors, and controllers are standard industrial parts that can be sourced locally or overnighted from a regional distributor. The shuttle’s mechanical design allows easy access to all replaceable parts without special tools.
H2: Custom Design for Latin America – Seismic Compliance, Humidity, and Energy Costs
Latin America is not a single market, but certain themes recur across the region. A custom design pallet shuttle system for Latin America must address seismic risk, high ambient humidity, and volatile energy prices.
H3: Seismic Zone Engineering
From Mexico to Chile, the Pacific Ring of Fire makes earthquakes a fact of life. Building codes in major cities like Mexico City, Bogotá, Lima, and Santiago require structures to withstand horizontal accelerations of 0.3g to 0.5g depending on the site. A custom design pallet shuttle system must include racking that meets or exceeds these requirements.
Seismic racking for a custom design pallet shuttle system uses heavier gauge steel, additional bracing, and special base connections that allow the rack to move independently of the building structure. Some systems also incorporate energy‑dissipating devices that absorb seismic forces. The shuttles themselves must be secured in their parking positions during earthquakes – typically by software that commands all shuttles to return to a home position when a seismic sensor triggers.
H3: High Humidity and Condensation Challenges
In the Amazon basin, the Caribbean coast, and much of Brazil, relative humidity often exceeds 80% year‑round. A custom design pallet shuttle system in these regions must be built to resist corrosion and condensation. In addition to the measures described earlier, some operators install desiccant dehumidifiers in the freezer antechamber to reduce moisture before it enters the cold zone. The shuttle system’s control cabinet may be located in a conditioned mezzanine rather than inside the freezer.
H3: Energy Cost Optimization
Electricity prices in Latin America vary widely, from relatively low in hydro‑powered countries like Paraguay to very high in oil‑dependent nations. A custom design pallet shuttle system reduces energy consumption in three ways. First, it increases storage density, so the same number of pallets fits in a smaller refrigerated volume. Second, it reduces door openings, because forklifts spend less time shuttling back and forth. Third, it allows the facility to operate at a higher setpoint temperature in some cases – if the system moves product quickly enough, the freezer can be set to -20°C instead of -25°C, saving 15‑20% on refrigeration energy.
Some operators have achieved payback on their custom design pallet shuttle system solely from energy savings, with labor savings as pure profit. In one documented case in Brazil, a frozen food distributor reduced its electricity bill by 32% after installing a shuttle system, because the old drive‑in racking required 45 door openings per hour while the new system required only 12.

H2: Custom Design for Central Asia – Extreme Temperature Swings, Infrastructure Gaps, and Scalability
Central Asia presents a different engineering challenge. The climate is continental, with summer highs above 40°C and winter lows below -30°C. Power grids are improving but still suffer from voltage sags and outages. And the cold storage market is growing fast, so scalability is paramount.
H3: Extreme Temperature Swings from Summer to Winter
A custom design pallet shuttle system installed in Almaty or Tashkent must survive not only the cold inside the freezer but also the thermal shock of components moving between the freezer and the outside world. During installation, the shuttle components may sit in an unheated warehouse at -20°C, then be moved into a freezer at -25°C, then be brought out for maintenance into a loading dock at +30°C. This thermal cycling can crack solder joints and degrade seals.
A custom design pallet shuttle system for Central Asia uses components rated for -40°C to +60°C. The enclosures have breather valves to equalize pressure without letting in moisture. The racking uses slotted holes and oversized clearances to allow for thermal expansion and contraction. The shuttle’s control board is conformal‑coated – a thin polymer layer that protects against condensation and thermal stress.
H3: Infrastructure Gaps and Remote Serviceability
In many parts of Central Asia, the power grid is not perfectly stable. Voltage can drop by 20% during peak demand, and brief outages of a few seconds occur regularly. A custom design pallet shuttle system must ride through these events without resetting or losing data. That means power supplies with wide input voltage ranges (e.g., 180‑550 VAC) and onboard batteries that keep the control system alive for at least 30 minutes.
Internet connectivity for remote monitoring is improving but not universal. A custom design pallet shuttle system should store diagnostic data locally for at least 30 days and upload it when a connection becomes available. The system should also support offline diagnostics via a USB port or local Wi‑Fi hotspot.
H3: Scalability for Growing Markets
Cold storage in Central Asia is still developing. A facility that opens with 5,000 pallet positions today may need 20,000 positions in five years. A custom design pallet shuttle system is inherently modular. The racking can be extended in length, height, or number of lanes. Additional shuttles can be purchased and added to the fleet. The control software can be upgraded without replacing hardware.
This scalability is a major advantage over fixed automation like ASRS cranes, which are sized for a specific building and cannot be easily expanded. For a growing cold storage operator in Central Asia, a custom design pallet shuttle system offers a future‑proof path.
H2: ROI Analysis – When and How a Custom Design Pallet Shuttle System Pays for Itself
Return on investment is not a guess; it is a calculation based on real numbers. For a custom design pallet shuttle system, the main drivers are labor savings, energy savings, space savings, and product damage reduction.
H3: Labor Cost Reduction as the Primary Driver
Consider a cold storage facility with 15 forklift drivers per shift, two shifts per day, 300 days per year. The fully burdened cost per driver (wages, benefits, PPE, training, turnover) is USD 35,000 per year in Latin America and somewhat lower in Central Asia. Total annual labor cost: USD 315,000 per shift, or USD 630,000 for two shifts.
A custom design pallet shuttle system typically reduces forklift labor by 40‑60% because drivers spend less time traveling and more time loading and unloading at the rack face. Even a 40% reduction saves USD 252,000 per year. Over five years, that is USD 1.26 million – enough to pay for a medium‑sized shuttle system.
H3: Energy Savings from Reduced Door Openings
Each time a freezer door opens, warm air rushes in, and the refrigeration system must work to cool it down. In a busy facility, door openings can account for 30% of the total refrigeration load. A custom design pallet shuttle system reduces door openings because the forklift does not need to enter the lane. Instead of one opening per pallet, the system can achieve one opening per five or ten pallets.
A typical 10,000‑pallet cold storage facility spends USD 200,000 per year on electricity. A 20% reduction saves USD 40,000 annually. Over ten years, that is USD 400,000.
H3: Product Damage Reduction
Product damage in drive‑in racking is common. Forklifts hit pallets, pallets fall off rails, and products get crushed. Industry data suggests damage rates of 2‑5% of pallet value. For a facility moving 100,000 pallets per year at an average value of USD 500 per pallet, a 2% damage rate equals USD 1 million per year in losses.
A custom design pallet shuttle system eliminates forklift intrusion, reducing damage by 70‑90%. That is a potential saving of USD 700,000 to USD 900,000 per year. In many cases, damage reduction alone justifies the investment.
H3: Space Utilization Gains
Expanding a cold storage building costs USD 300‑600 per square meter depending on the region. If a custom design pallet shuttle system increases storage density by 30% compared to drive‑in racking, a facility that currently occupies 10,000 square meters could store the same number of pallets in 7,700 square meters. The saved 2,300 square meters represent a construction cost avoidance of USD 690,000 to USD 1.38 million.
When all four drivers – labor, energy, damage, space – are combined, a custom design pallet shuttle system often pays for itself within two to four years. Some operators report payback as short as 18 months in high‑labor‑cost markets.
H2: Integrating Shuttle Systems with Broader Automation – AGV, Conveyor, and WMS Connectivity
A custom design pallet shuttle system does not have to stand alone. It can be the centerpiece of a fully automated cold storage facility.
H3: AGV and Conveyor Integration
Instead of forklifts feeding the shuttle lanes, automated guided vehicles (AGVs) or conveyor lines can bring pallets directly from receiving to the rack face. The AGV drops a pallet at a designated transfer station, and the shuttle picks it up. For retrieval, the shuttle brings the pallet to the same station, and the AGV carries it to shipping.
This level of integration eliminates manual pallet handling entirely. A facility with AGVs, a custom design pallet shuttle system, and automated stretch wrappers can run 24/7 with only a handful of remote supervisors.
H3: Warehouse Management System Integration
The WMS is the brain of the warehouse. A custom design pallet shuttle system must integrate with the WMS at the data level. When a pallet arrives, the WMS assigns it to a lane and a position. The shuttle system executes the putaway and reports back the exact location. When an order comes in, the WMS requests the pallet, and the shuttle system retrieves it.
Real‑time integration requires standard APIs, typically REST or MQTT. A custom design pallet shuttle system should support these protocols out of the box. For older WMS systems, a middleware layer may be needed.
H2: Overcoming Common Objections – Initial Cost, Implementation Complexity, and Operator Training
No technology is perfect. A custom design pallet shuttle system faces three common objections. Here is how experienced operators address them.
H3: Initial Capital Investment
The upfront cost of a custom design pallet shuttle system is higher than drive‑in racking. A typical system costs USD 1,500‑3,000 per pallet position, compared to USD 500‑800 for drive‑in racking. That is a significant difference.
However, the total cost of ownership over ten years is usually lower. Operators who have made the switch point to leasing or equipment financing as a way to manage upfront costs. Some suppliers offer a pay‑per‑pallet model, where the operator pays a monthly fee based on actual usage, with no large capital outlay.
H3: Implementation Complexity
Installing a custom design pallet shuttle system requires careful planning. The floor must be level within strict tolerances. The racking must be erected precisely. The shuttle rails must be aligned. The software must be configured and tested.
Experienced operators mitigate this complexity by working with a system integrator who has done similar projects. They also schedule installation during a slow season or build the new system in a separate area of the warehouse while continuing to operate the old system.
H3: Operator Training Requirements
Forklift drivers need to learn new procedures. Instead of driving into lanes, they must place pallets accurately at the lane entrance and use the touchscreen interface. Most drivers adapt within a week. Suppliers typically provide on‑site training and detailed manuals. Some also offer remote training via video conferencing.
H2: Case Study Evidence – Cold Storage Shuttle Systems in Action
Real‑world examples demonstrate the value of a custom design pallet shuttle system. The following cases are based on published industry reports and verified installations.
Case 1: Frozen Vegetable Processor in Brazil
A large frozen vegetable company operated a 15,000‑pallet cold storage facility using drive‑in racking. Product damage was running at 4%, and labor turnover was 80% per year. After installing a custom design pallet shuttle system with 24 shuttles and 12‑deep lanes, damage dropped to 0.5%, labor costs fell by 55%, and throughput increased by 40%. The system paid for itself in 22 months.
Case 2: Dairy Cooperative in Kazakhstan
A dairy cooperative needed to store frozen butter and cheese for export to Russia and China. The existing selective racking was only 50% full due to space constraints. A custom design pallet shuttle system with 20‑deep lanes allowed the cooperative to store three times as many pallets in the same building. The system was designed to operate at -25°C with cold‑rated components. After one year, the cooperative reported zero shuttle‑related downtime.
Case 3: Frozen Meat Distributor in Mexico
A distributor serving the Mexico City market faced high energy costs and frequent power sags. A custom design pallet shuttle system was installed with power conditioning and backup batteries. The system reduced door openings by 65%, cutting the electricity bill by 28%. The backup batteries allowed continued operation during brief outages, eliminating spoilage from interrupted refrigeration.
Case 4: Ice Cream Manufacturer in Uzbekistan
Seasonal demand peaks made it difficult to hire temporary forklift drivers. A custom design pallet shuttle system was installed with 16 shuttles and a conveyor interface. During the summer peak, the system operated at 120% of normal throughput by using all shuttles simultaneously. The manufacturer avoided hiring 12 temporary workers each summer, saving USD 60,000 annually in wages and training.
H2: Selecting the Right Partner for Custom Design Pallet Shuttle Systems
Not every supplier can deliver a true custom design pallet shuttle system. Many sell off‑the‑shelf shuttles with minimal adaptation. To get a system that works in cold storage, operators should evaluate potential partners on five criteria.
H3: Regional Experience
Has the supplier installed shuttle systems in Latin America or Central Asia before? Do they understand the local seismic codes, electrical standards, and climate conditions? A supplier with regional experience will have a network of local technicians and spare parts depots.
H3: Cold Storage Engineering Expertise
Ask the supplier specific questions about their cold storage designs. What temperature rating do their shuttles have? What lubrication do they use? How do they handle condensation? A supplier who cannot answer these questions in detail is not a true cold storage specialist.
H3: Remote Support Capabilities
Does the supplier offer 24/7 remote monitoring? Can they diagnose problems over the internet? Do they have a helpdesk with cold storage expertise? For facilities in remote areas, remote support is essential.
H3: Modular Scalability
Can the system be expanded later without replacing major components? Is the software licensed per shuttle or per facility? A supplier that offers modular, pay‑as‑you‑grow solutions is preferable for growing markets.
H3: References and Site Visits
Ask for at least three references from cold storage installations in similar climates. If possible, visit an operating system. Talk to the maintenance staff, not just the warehouse manager. They will tell you the real story about reliability and ease of service.

H2: Implementation Roadmap – From Assessment to Full Operation
を実施する。 custom design pallet shuttle system follows a predictable sequence. Operators who follow this roadmap avoid common pitfalls.
Phase 1: Operational Assessment (2‑4 weeks)
Analyze current storage density, throughput volumes, SKU profile, labor costs, energy consumption, and product damage rates. Establish baseline metrics. Determine whether the facility is a candidate for shuttle automation.
Phase 2: Custom Design (4‑8 weeks)
Engineer the racking layout, select shuttle specifications, and design the control system interface. For Latin America, incorporate seismic engineering and humidity management. For Central Asia, address extreme temperature swings and infrastructure considerations. Produce detailed drawings and performance specifications.
Phase 3: Manufacturing and Testing (8‑12 weeks)
Fabricate racking components and shuttle units. Conduct factory acceptance testing (FAT) to validate cold storage performance before shipment. The FAT should include a thermal chamber test at -25°C for at least 48 hours.
Phase 4: Installation and Integration (4‑8 weeks)
Install racking, shuttle rails, and control systems. Integrate with existing WMS and material handling equipment. For greenfield facilities, coordinate with building construction timelines. Conduct site acceptance testing (SAT).
Phase 5: Training and Ramp‑Up (2‑4 weeks)
Train operators and maintenance staff. Ramp up throughput gradually while monitoring system performance against baseline metrics. Document all procedures.
Phase 6: Ongoing Support (Continuous)
Establish remote monitoring, scheduled maintenance, and performance review cadence. Review system logs monthly. Replace batteries and wear parts according to the supplier’s recommended schedule.
H2: Conclusion
について custom design pallet shuttle system is not a futuristic concept. It is a proven technology that is already transforming food and beverage cold storage across Latin America and Central Asia. Operators who have made the switch report higher storage density, lower labor costs, reduced product damage, and energy savings that compound year after year.
A custom design pallet shuttle system addresses the specific challenges of cold storage: extreme temperatures that kill standard electronics, humidity that corrodes unprotected components, and washdown requirements that demand food‑grade materials. It also addresses the economic realities of emerging markets: high labor turnover, unreliable power grids, and the need for scalable solutions that grow with the business.
For cold storage operators facing capacity constraints, rising costs, and competitive pressure to improve efficiency, a custom design pallet shuttle system offers a clear path forward. Low maintenance, high throughput, and ready for Latin America and Central Asia – the solution is available today. The only question is whether to lead or follow.
よくある質問
Q1: How does a custom design pallet shuttle system handle pallets that are slightly damaged or non‑standard in size?
The system relies on consistent pallet dimensions for reliable operation. Slightly damaged pallets may jam in the lanes or cause the shuttle to misalign. For facilities that receive mixed pallet qualities, the best practice is to inspect pallets before they enter the shuttle system. Some operators install a pallet checker at the receiving dock that rejects damaged pallets for manual handling. A custom design pallet shuttle system can also be built with wider lane clearances to accommodate minor variations, but this reduces storage density.
Q2: Can a custom design pallet shuttle system be installed in a building with uneven floors or low ceilings?
Uneven floors are a challenge because the racking must be level for the shuttle to travel smoothly. Floor grinding or self‑leveling compounds can correct minor unevenness. For severe slopes, a structural steel subfloor may be required. Low ceilings limit the number of racking levels. A custom design pallet shuttle system can work with as few as two levels, but the space efficiency improves with height. Buildings with clear heights below 6 meters are generally not good candidates for shuttle automation.
Q3: What happens during a power outage? Does the system lose track of pallet locations?
A custom design pallet shuttle system typically includes backup batteries for the control system and the shuttles themselves. When power is lost, the control system saves its current state to non‑volatile memory. When power returns, the system performs a recovery routine that may include a partial inventory audit. Some systems can resume operation exactly where they left off. The shuttles have enough battery power to complete their current move and then park. No pallet locations are lost, but throughput may be reduced until the system is fully restored.
Q4: How often do the shuttle batteries need to be replaced, and what is the cost?
Lithium‑iron‑phosphate batteries in a custom design pallet shuttle system typically last 3‑5 years in cold storage, depending on the number of charge cycles. Replacement batteries cost between USD 500 and USD 1,500 per shuttle, depending on capacity. Some operators schedule battery replacement as part of a preventive maintenance program every four years. The shuttle system’s software can track battery health and alert the maintenance team when replacement is due.
Q5: Can a custom design pallet shuttle system be retrofitted into existing drive‑in racking, or does the racking have to be replaced entirely?
In most cases, the racking must be replaced. Drive‑in racking has different rail spacing, column placement, and structural requirements than shuttle racking. Attempting to retrofit shuttles into drive‑in lanes is not recommended because the clearances and guidance systems are incompatible. However, the existing racking can often be sold for scrap or repurposed for ambient storage elsewhere in the facility. The cost of new racking is a significant part of any shuttle system project, but the long‑term benefits far outweigh the upfront expense.
倉庫のラッキングのための完全な CAD デッサンそして引用語句を要求したら、, ご連絡ください. 倉庫ラッキングのプランニング、設計サービス、お見積もりは無料です。私たちのメールアドレスは jili@geelyracks.com