📐 "First 50 Enterprise Queries Get Custom 3D Warehouse Design" Plan

For mid-sized manufacturing plants navigating the critical juncture between manual storage limitations and the prohibitive investment of full-scale automation, semi-automated shuttle racking for manufacturing plants presents an unparalleled strategic solution. This definitive guide delves beyond superficial features to provide a granular analysis of how this technology delivers an optimal equilibrium of capital expenditure (CAPEX) control and transformative operational efficiency.
We will dissect the tangible return on investment (ROI), identify and solve specific throughput bottlenecks, and outline the essential implementation framework for plant managers and operations directors. If your objective is to enhance warehouse productivity, maximize existing square footage, and achieve scalable growth without the financial burden of a fully robotic system, this evidence-based exploration will demonstrate why investing in semi-automated shuttle racking for manufacturing plants is a calculated and impactful business decision.

H2: The Manufacturing Crossroads: Confronting Warehouse Limitations Head-On
The narrative is a familiar one in successful mid-sized manufacturing environments: production lines operate at capacity, order books are full, yet the warehouse—the vital hub of material flow—becomes a primary bottleneck. This operational friction typically manifests in three critical, interconnected challenges: a severe constraint on physical storage space, escalating and unpredictable labor costs coupled with a shrinking skilled workforce, and inconsistent order-picking cycles that disrupt production schedules and delay shipments. This is the fundamental dilemma facing modern manufacturers.
The available choices have historically been stark. The first option is to persist with manual pallet racking and increased overtime, a short-term fix that yields diminishing returns and compounds inefficiencies over time. The second, more daunting path is to commit to a fully automated ASRS (Automated Storage and Retrieval System), a multi-million-dollar capital project requiring extensive infrastructure modification and a complete operational overhaul. For a vast majority of plant managers, neither alternative is financially or operationally viable.
This impasse is precisely where the strategic value of semi-automated shuttle racking for manufacturing plants becomes undeniable. It represents a sophisticated middle ground—a hybrid solution that leverages automation technology while respecting budgetary constraints and the need for operational adaptability. Implementing shuttle racking for manufacturing plants is a deliberate step towards intelligent, sustainable growth.
H2: Deconstructing the Technology: How Shuttle Racking Operates
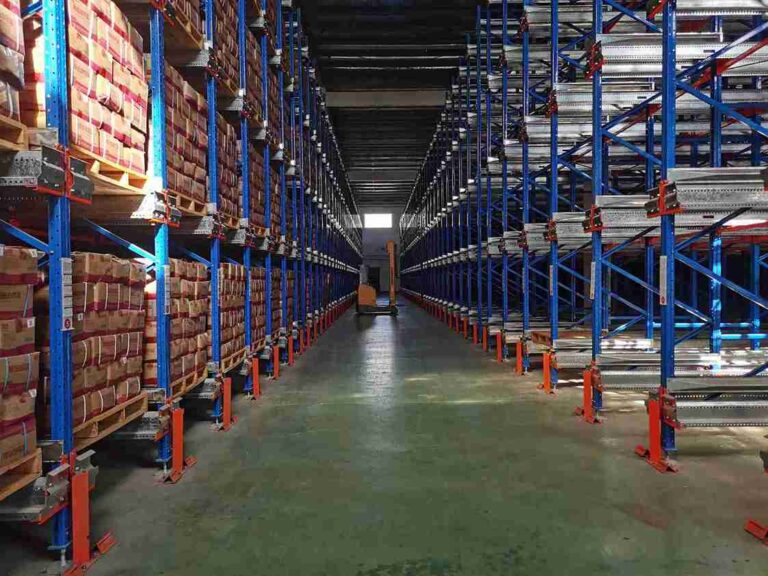
To appreciate its value proposition, one must first understand the mechanics. At its core, a system designed for semi-automated shuttle racking for manufacturing plants utilizes a battery-powered, wireless shuttle device that operates on rails within a high-density storage rack configuration. This shuttle functions as an autonomous internal transporter, capable of storing and retrieving pallets deep within the racking structure with minimal human intervention.
The “semi-automated” distinction is crucial and defines its unique advantage. In a fully automated ASRS, computer-controlled cranes service entire aisles, delivering pallets directly to a fixed pick station. In contrast, a typical setup for shuttle racking for manufacturing plants involves a forklift operator at the face of the rack aisle. The operator places a pallet at the entry point, and the shuttle assumes control, automatically transporting it to the next available storage location within the lane.
For retrieval, the operator simply commands the shuttle via a remote control or software interface to fetch a specific pallet. This seamless collaboration between human oversight and robotic execution is the genesis of its remarkable efficiency and cost-effectiveness. This operational model makes shuttle racking for manufacturing plants particularly accessible for organizations not yet ready for a lights-out warehouse.
H3: The Integral Components of a Robust Shuttle System
A reliable and high-performing installation of shuttle racking for manufacturing plants is built upon four synergistic components:
The Shuttle Vehicle: This is the intelligent workhorse of the system. Engineered for durability and continuous operation, these devices feature advanced navigation sensors, long-lasting lithium-ion batteries, and robust software for precise load handling. The quality and reliability of the shuttle are non-negotiable for the success of any shuttle racking for manufacturing plants project.
The High-Density Racking Structure: This is not standard selective pallet racking. The structure for shuttle racking for manufacturing plants is a heavy-duty, engineered system, typically a drive-in or custom-designed configuration, that provides the integrated rails and support for the shuttle. Its structural integrity is paramount for both safety and long-term performance, forming the backbone of the entire operation.
The Intelligent Control Software: This component serves as the central nervous system. While basic systems may use handheld remotes, advanced implementations of shuttle racking for manufacturing plants integrate seamlessly with Warehouse Management Systems (WMS) or Warehouse Control Systems (WCS). This software optimizes stock placement based on turnover (FIFO, LIFO), manages inventory in real-time, and provides invaluable data analytics on warehouse performance.
The Transfer Interface: This is the critical handoff point between human and machine. It often includes pallet conveyors, lift tables, or automated guided vehicles (AGVs) that facilitate the smooth and efficient transfer of pallets from the forklift to the shuttle and vice-versa. Optimizing this interface is key to maximizing the throughput of a shuttle racking for manufacturing plants system.
H2: The Definitive Value Analysis: A Deep Dive into Cost and Efficiency
The “ideal balance” is not a marketing abstraction but a quantifiable outcome derived from a clear-eyed analysis of financial and operational metrics. Evaluating shuttle racking for manufacturing plants requires a thorough examination of both sides of the equation.
H3: A Granular Look at Financial Advantages and Cost Savings
The Total Cost of Ownership (TCO) for semi-automated shuttle racking for manufacturing plants is significantly favorable when compared to full automation:
Substantially Lower Capital Investment: The initial investment for a system based on shuttle racking for manufacturing plants can be 40-60% lower than a comparable ASRS. This is primarily because the system eliminates the need for multiple fixed, dedicated aisle cranes and the associated complex superstructure.
Reduced Infrastructure and Installation Costs: Full automation often demands pristine, high-tolerance floor flatness, specific building clearances, and significant structural reinforcements. Systems for shuttle racking for manufacturing plants are generally more adaptable to existing warehouse conditions, resulting in lower site preparation and construction costs.
Unmatched Scalability and Phased Investment: This is a paramount financial benefit. A company can implement shuttle racking for manufacturing plants in phases, starting with a single shuttle and a few aisles. As storage needs evolve, additional shuttles and racking bays can be integrated seamlessly. This modular approach distributes capital expenditure over time, aligns investment with proven ROI, and dramatically reduces initial project risk.
Direct and Indirect Labor Optimization: A system utilizing shuttle racking for manufacturing plants drastically reduces the labor intensity of put-away and retrieval processes. One operator can efficiently manage multiple aisles, as the shuttle eliminates the time-consuming and physically demanding task of a forklift driver entering deep storage lanes. This leads to direct payroll savings, reduced fatigue-related errors, and less dependence on a large, specialized forklift operator workforce.
H3: Quantifying Operational Efficiency and Productivity Gains
The efficiency gains from deploying shuttle racking for manufacturing plants translate directly into enhanced throughput and profitability:
Revolutionary Storage Density: By virtually eliminating the need for wide forklift aisles between each rack row, a well-designed shuttle racking for manufacturing plants solution can increase storage capacity by 80% or more compared to traditional selective pallet racking. This allows companies to store more product within the same footprint, postponing or eliminating the need for costly facility expansion or relocation.
Continuous, Uninterrupted Operation: Shuttle vehicles do not require breaks, shift changes, or holidays. They can perform essential tasks like inventory reorganization, replenishment, and cycle counting during off-hours, third shifts, or weekends. This 24/7 operational readiness ensures the warehouse is perfectly primed for peak activity periods, a key advantage of shuttle racking for manufacturing plants.
Dramatically Accelerated Order Fulfillment: With software-directed sequencing, the shuttle retrieves pallets at optimal speeds, slashing intra-aisle travel time. This results in significantly faster order cycle times, increased picks per hour, and a direct improvement in customer service levels. The accuracy of automated retrieval also brings picking error rates close to zero, reducing costly shipping mistakes and associated returns.
Enhanced Workplace Safety and Asset Protection: Minimizing the need for forklifts to operate in narrow, congested aisles profoundly reduces the risk of accidents, product damage from impacts, and structural damage to the racking itself. The improved safety record associated with shuttle racking for manufacturing plants leads to lower insurance premiums and a safer working environment.
H2: Strategic Fit: Is Your Plant an Ideal Candidate for Shuttle Racking?
Not every facility will realize the maximum benefit. Based on extensive industry deployment, the following operational characteristics strongly indicate that a company is an ideal candidate for shuttle racking for manufacturing plants:
SKU Profile: A high volume of pallets for a relatively narrow range of SKUs, particularly those with medium to slow turnover rates (e.g., raw materials, finished goods awaiting distribution).
Space Utilization Crisis: Current storage density is a primary constraint, and expansion is either impossible or cost-prohibitive.
Labor Market Pressures: Challenges in recruiting and retaining skilled warehouse labor, or unsustainable overtime costs are negatively impacting profitability.
Inventory Management Goals: A pressing need for superior inventory accuracy, real-time visibility, and strict adherence to FIFO (First-In, First-Out) or LIFO (Last-In, First-Out) principles.
Growth Trajectory: A business that is scaling and requires a warehouse solution that can grow incrementally alongside it without obsolescence.
H2: A Blueprint for Success: The Phased Implementation Methodology
A common concern is that automation necessitates prolonged warehouse shutdowns. A phased, methodical approach to implementing shuttle racking for manufacturing plants ensures minimal operational disruption.
In-Depth Consultation and Data-Driven Design: The process begins with a comprehensive analysis of your SKU master data, pallet inflow/outflow patterns, seasonality, and future growth projections. This data is used to engineer a shuttle racking for manufacturing plants system tailored to your specific operational dynamics.
Staged Installation and Commissioning: The racking structure can be installed in sequential zones, allowing the majority of the warehouse to remain operational. The shuttle technology is then integrated and tested systematically, ensuring a smooth transition.
Rigorous Testing and Comprehensive Training: The system undergoes extensive performance validation. Concurrently, hands-on training is provided for operators, maintenance staff, and management, fostering internal competency and ensuring a high rate of user adoption for the new shuttle racking for manufacturing plants system.
H2: The Evolutionary Platform: Integrating Shuttle Racking into Broader Automation
A system for semi-automated shuttle racking for manufacturing plants should not be viewed as an endpoint. It is designed to function as the cornerstone of a progressive, phased automation strategy. It can be seamlessly integrated with other technologies to create a cohesive ecosystem:
AGVs/AMRs (Automated Guided Vehicles/Autonomous Mobile Robots): These can transport pallets from production or receiving areas directly to the entry points of the shuttle racking for manufacturing plants system, creating a true end-to-end material handling flow.
Automated Conveyor Systems: Conveyors can link the shuttle system to packing stations, shipping docks, or production lines, further reducing manual handling.
Goods-to-Person Picking Stations: By delivering required items directly to an ergonomic picking workstation, the shuttle racking for manufacturing plants system can eliminate picker travel time entirely, unlocking the highest levels of picking efficiency.
H2: Future-Proofing Your Operation: The Strategic Advantage of Flexibility
In an era of volatile supply chains and shifting consumer demands, operational rigidity is a significant liability. While impressive, a fully automated system can be inflexible to product mix changes. A primary long-term strength of semi-automated shuttle racking for manufacturing plants is its inherent adaptability.
It can accommodate a wider variety of pallet sizes and weights than many fully automated alternatives, and its modular architecture allows for reconfiguration as business needs evolve. Investing in shuttle racking for manufacturing plants is an investment in resilience and long-term operational agility.
Conclusion
For the leadership of mid-sized manufacturing plants, warehouse limitations should not be the barrier to achieving strategic growth objectives. The decision is no longer a binary choice between inefficient manual processes and capital-intensive full automation. Semi-automated shuttle racking for manufacturing plants stands as a sophisticated, proven, and financially prudent third way.
It delivers the concrete benefits of automation—radically improved storage density, optimized labor utilization, and accelerated throughput—without the monumental upfront investment and operational inflexibility. In essence, selecting shuttle racking for manufacturing plants is a strategic maneuver to unlock scalable, competitive advantage and drive sustainable profitability.
Frequently Asked Questions (FAQs)
H3: 1. How does the performance of a semi-automated shuttle system compare to a fully automated ASRS in terms of throughput?
While a multi-aisle, fully automated ASRS can achieve a higher absolute maximum throughput in a greenfield application, a well-designed shuttle racking for manufacturing plants system often delivers a superior throughput-to-cost ratio for mid-sized operations. For most plants, the throughput of a shuttle system not only meets but exceeds their operational requirements without the significant excess capacity and cost associated with a full ASRS. The critical success factor is right-sizing the shuttle racking for manufacturing plants solution to your actual peak volume data and growth projections.
H3: 2. What happens if the shuttle cart breaks down? Does the entire aisle become inaccessible?
This is a fundamental aspect of robust system design. In a professionally planned installation of shuttle racking for manufacturing plants, the client is provided with at least one backup shuttle unit. Since shuttles are not permanently fixed to a single aisle, the backup can be deployed to any aisle within minutes, ensuring continuity. Furthermore, most systems are designed to allow for manual forklift operation within the aisle as a fallback protocol in extremely rare circumstances, guaranteeing that operations are never completely halted.
H3: 3. Can semi-automated shuttle racking handle different pallet sizes and weights within the same system?
Yes, this flexibility is a significant advantage. Systems for shuttle racking for manufacturing plants can be configured with adjustable guide rails and programmable settings to accommodate a range of standard pallet sizes (e.g., EUR, GMA) and varying weights. The intelligent control software can be programmed to assign specific pallet types to designated lanes or levels within the racking structure, ensuring optimal and safe storage.
H3: 4. What is the typical lead time for implementing a system from planning to going live?
Project timelines vary based on scale, customization, and site-specific conditions. However, a typical timeline for a mid-sized plant implementing shuttle racking for manufacturing plants ranges from 12 to 20 weeks. This encompasses the detailed planning and engineering phase, manufacturing of the custom racking and shuttles, on-site installation by certified technicians, and final testing and commissioning. A phased implementation strategy is always employed to minimize disruption to ongoing warehouse activities.
H3: 5. How does the software for a shuttle system integrate with our existing ERP or WMS?
Modern software platforms for shuttle racking for manufacturing plants are designed with integration as a core capability. They utilize standard communication protocols like RESTful APIs (Application Programming Interfaces) to facilitate seamless, real-time data exchange with most major ERP (e.g., SAP, Oracle) and WMS platforms. This bidirectional integration ensures accurate inventory visibility, automated transaction recording, and synchronized movement orders, creating a single source of truth for warehouse management without the need for error-prone manual data entry.
Welcome to contact us, if you need warehouse rack CAD drawings. We can provide you with warehouse rack planning and design for free. Our email address is: jili@geelyracks.com