📐 "First 50 Enterprise Queries Get Custom 3D Warehouse Design" Plan

Drive-In Pallet Racking: The Definitive Guide to High-Density Storage Mastery
Article Summary:
This authoritative guide provides an exhaustive analysis of drive-in pallet racking systems, dissecting their engineering principles, economic impact, and strategic implementation for industrial stakeholders across Southeast Asia, the Middle East, Africa, and Latin America. It transcends basic product descriptions to deliver a masterclass in logistics space optimization, detailing how drive-in pallet racking converts constrained warehouse footprints into high-throughput storage assets.
The content delves into advanced topics such as seismic resilience for volatile regions, condensation mitigation in tropical climates, and seamless integration with Industry 4.0 automation. Designed for logistics directors, warehouse planners, and procurement executives, this resource empowers informed decision-making, ensuring investments in drive-in pallet racking deliver measurable ROI through unparalleled storage density, operational resilience, and long-term adaptability.

The Architectural Paradigm of High-Density Storage: Deconstructing Drive-In Pallet Racking
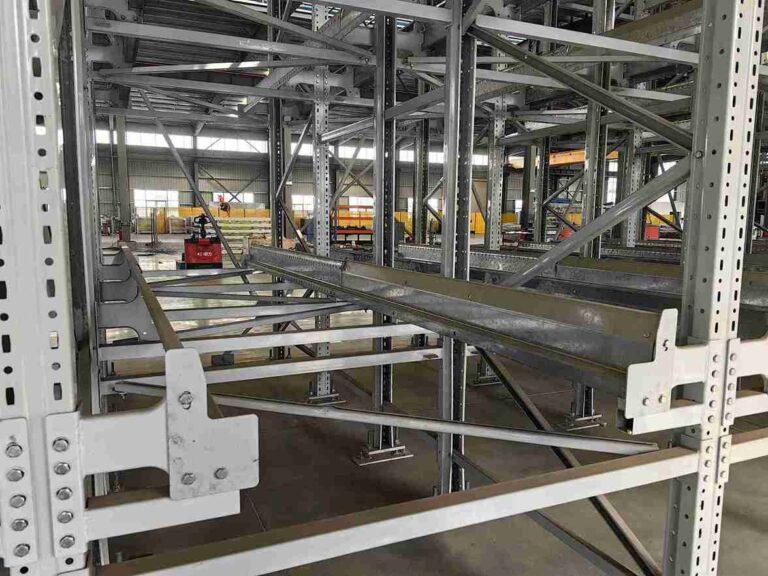
At its core, drive-in pallet racking represents a fundamental shift in warehouse spatial philosophy. This system is architected not for selective accessibility but for volumetric supremacy. A typical drive-in pallet racking configuration consists of a series of deep storage lanes, each multiple pallets deep and several levels high, flanked by upright frames and supported by continuous guide rails. Unlike conventional systems, access is granted from a single aisle per lane, into which a forklift or automated vehicle enters to deposit or retrieve a load. This design intentionally prioritizes the cubic storage efficiency of the building envelope over immediate access to every single unit.
The operational methodology of a drive-in pallet racking system is inherently tied to its structure. It predominantly follows a Last-In, First-Out (LIFO) sequence, making a drive-in pallet racking installation the undisputed champion for storing large quantities of homogeneous products. Industries managing bulk commodities, such as packaged food, beverages, construction materials, or chemical products, find the drive-in pallet racking model indispensable. For a bottling plant in Thailand or a building materials distributor in Dubai, implementing a drive-in pallet racking system is often the most effective strategy to decouple storage capacity from costly physical expansion.

The Incontestable Economic Calculus: Drive-In Pallet Racking as a Strategic Asset
The decision to deploy drive-in pallet racking is fundamentally a financial strategy. In regions where industrial land is scarce and expensive, or where construction costs are volatile, the economic argument for drive-in pallet racking is compelling. The primary value driver is the drastic reduction in aisle space—often constituting 40-50% of a conventional warehouse floor. By reclaiming this area for storage, a drive-in pallet racking system can increase pallet positions by 60-75% within the same building footprint. This directly translates to a lower cost per stored pallet, a key metric for CFOs and operations directors evaluating capital expenditures.
Beyond real estate savings, drive-in pallet racking contributes to operational cost containment. The condensed storage footprint reduces travel distances for material handling equipment (MHE) during put-away cycles for bulk goods, leading to marginal gains in energy efficiency and MHE utilization. Furthermore, the enclosed nature of a drive-in pallet racking lane can offer minor benefits in climate-controlled environments, such as cold storage in Indonesia or humidity-sensitive warehousing in Vietnam, by reducing the volume of air exchanged during routine operations. The robustness of a well-engineered drive-in pallet racking system also translates to a long asset lifecycle with predictable maintenance, underpinning its reputation as a durable capital good rather than a consumable fixture.
Structural Engineering: The Backbone of Reliable Drive-In Pallet Racking
The integrity of any drive-in pallet racking installation is non-negotiable. These are dynamic structures that must withstand not only immense static loads but also the repeated kinetic energy of forklifts entering and exiting. The engineering of a drive-in pallet racking system focuses on several critical elements:
Upright Frame Design: The portal frames at the lane entrance of a drive-in pallet racking system are subject to the highest stresses. These are typically engineered as robust “goalpost” frames using structural steel members. The interior support frames within the lane are designed for vertical load-bearing and lateral stability, often utilizing heavy-gauge roll-formed or structural steel sections. The specific profile and steel grade for a drive-in pallet racking project are calculated based on load capacity, seismic zone (a critical factor for regions like the Philippines), and desired clearances.
Guide Rail and Beam Assembly: The heart of the storage function lies in the guide rails. These must be perfectly aligned, exceptionally level, and built to resist deformation. In a high-performance drive-in pallet racking system, rails are often hot-rolled steel channels with a wear-resistant finish. The pallet support beams, which interface with the rails, are designed with positive locking mechanisms and often feature replaceable beam end connectors to absorb impact and facilitate repair without compromising structural integrity.
Dynamic and Impact Load Considerations: Professional designers of drive-in pallet racking apply significant safety factors to account for dynamic loads. This includes the weight of the laden forklift, the inertia of its movement, and potential off-center loading of pallets. A drive-in pallet racking system intended for use with heavy loads, such as ceramic tiles in Saudi Arabia or metal coils in Brazil, will have a fundamentally different structural calculus than one designed for lightweight consumer goods.
Climate and Environmental Adaptations for Drive-In Pallet Racking
A drive-in pallet racking system in Singapore faces a different set of environmental challenges than one in Qatar or Nigeria. Proactive adaptation is key to longevity.
For High-Humidity and Coastal Climates (Southeast Asia): Corrosion is the primary adversary. Specifiers should insist on drive-in pallet racking components with superior corrosion protection. This often means hot-dip galvanizing to ASTM A123 standards, followed by a powder-coat topcoat for additional chemical resistance. Regular inspection schedules for the drive-in pallet racking structure, focusing on weld points and connectors, are essential in these environments.
For Arid, Dusty, and High-Temperature Regions (Middle East, Africa): Ultraviolet degradation, thermal expansion, and dust abrasion are concerns. Powder coatings with UV inhibitors are recommended for any painted surfaces on the drive-in pallet racking. Engineering calculations must account for thermal expansion of steel, which can affect alignment in very large installations. Sealed bearings and dust-resistant components are advantageous for any automated retrieval devices integrated within the drive-in pallet racking lanes.
Seismic and Wind Load Considerations: In seismically active zones or regions prone to high winds (certain parts of Latin America, the Philippines), the drive-in pallet racking design must include explicit lateral bracing systems, moment-resisting connections, and often a revised load distribution profile. Base plates and anchor bolts are sized and specified to resist uplift and shear forces, making the drive-in pallet racking an integral part of the building’s structural stability.

The Automation Synergy: Integrating Drive-In Pallet Racking with Smart Logistics
The modern warehouse is increasingly automated, and drive-in pallet racking is highly compatible with this trend. The predictable, structured environment of a drive-in pallet racking lane is ideal for automation. Integration can occur at several levels:
Forklift-Assisted Semi-Automation: Even with manual forklifts, technology enhances a drive-in pallet racking system. Warehouse Management System (WMS) integration directs operators to specific lanes. Lane occupancy indicators and traffic light systems at the entrance of each drive-in pallet racking lane prevent collisions and manage workflow.
Automated Guided Vehicles (AGVs) and Drive-In Pallet Racking: AGVs excel in repetitive, point-to-point movements. A drive-in pallet racking system can be designed with AGVs in mind, featuring standardized lane entry geometries, embedded guidance markers, and communication protocols. The AGV receives a command from the WMS to store a pallet in a specific location within the drive-in pallet racking matrix, executes the task with precision, and confirms completion—all without human intervention.
Fully Automated Shuttle Systems within Drive-In Pallet Racking: For the highest density and throughput, an automated shuttle system can be deployed on the guide rails of a drive-in pallet racking system. These battery-powered shuttles travel inside the lane, transporting pallets to and from the deepest positions. The forklift or AGV only interfaces at the lane entrance, dramatically increasing speed and safety. This transforms a static drive-in pallet racking system into a dynamic, high-density automated storage and retrieval system (AS/RS), a perfect solution for cold storage facilities or high-volume distribution centers.
Strategic Inventory Management within a Drive-In Pallet Racking Ecosystem
Adopting drive-in pallet racking necessitates a congruent inventory management strategy. The system excels under specific flow regimes:
LIFO (Last-In, First-Out) Management: This is the native mode for standard drive-in pallet racking. It is perfectly suited for non-perishable bulk goods, where stock rotation is not critical. The WMS must be configured to track inventory by lane and level, understanding that the most recently stored pallet is the next to be retrieved. Effective slotting for a LIFO drive-in pallet racking zone involves dedicating entire lanes to a single SKU or production lot.
FIFO (First-In, First-Out) via Drive-Through Racking: When product expiry is a concern, a drive-in pallet racking system can be configured as a drive-through system. This design features an entrance on one side of the racking block and an exit on the opposite, creating a flow-through tunnel. While it requires more building space and dual access aisles, it is essential for sectors like food, pharmaceuticals, or chemicals with shelf-life constraints. A FIFO-configured drive-in pallet racking system ensures perfect stock rotation and is a common sight in export-oriented agricultural processing plants.
The discipline required to manage a drive-in pallet racking zone—strict adherence to put-away rules, accurate pallet labeling, and disciplined WMS transactions—creates a culture of precision that often benefits the entire warehouse operation.
The Safety Imperative in Drive-In Pallet Racking Operations
The high-density, confined-space nature of drive-in pallet racking elevates safety from a priority to an absolute imperative. A comprehensive safety protocol for a drive-in pallet racking installation encompasses hardware, processes, and people.
Integrated Protective Hardware: Every drive-in pallet racking system must be equipped with substantial safety components. This includes high-impact column guards at the lane entrances, heavy-duty end-of-aisle protectors, and reinforced guide rail end stops. These are not accessories but integral parts of a safe drive-in pallet racking design, engineered to absorb the energy of a low-speed impact.
Traffic Management and Signaling: Preventing two vehicles from entering a single drive-in pallet racking lane simultaneously is critical. Industrial traffic light systems, physical swing gates, or electronic proximity sensors linked to warning lights are standard recommendations for managing access to a drive-in pallet racking lane.
Specialized Operator Training and Certification: Operating in a drive-in pallet racking environment demands specialized skills. Training programs must cover lane entry/exit procedures, load stability verification at height, techniques for handling misaligned pallets, and emergency response protocols specific to the drive-in pallet racking structure. Certification should be mandatory and renewal-based.
Structured Inspection and Maintenance Regime: A drive-in pallet racking system requires a formal inspection hierarchy. Daily visual checks by operators, weekly audits by supervisors, and comprehensive bi-annual inspections by a certified rack inspector are recommended. Inspection focus areas for drive-in pallet racking include: upright column plumb, beam deflection, connector integrity, anchor bolt torque, and the condition of all safety guards. Documentation of these inspections is vital for risk management and operational due diligence.
The Implementation Lifecycle: From Concept to Operational Drive-In Pallet Racking
The journey to a fully operational drive-in pallet racking system is a phased project requiring meticulous management.
Feasibility and Data Analysis: The process begins with a deep dive into operational data: SKU cube, weight, turnover velocity, pallet specifications, and growth forecasts. This analysis determines if drive-in pallet racking is the optimal solution and defines its required scale.
Conceptual Design and Simulation: Engineers create multiple layout options for the drive-in pallet racking block, optimizing lane depth, number of levels, and orientation within the building. Discrete-event simulation software is often used to model throughput and identify potential bottlenecks before finalizing the drive-in pallet racking design.
Detailed Engineering and Compliance Certification: This phase produces the manufacturing and installation drawings for the drive-in pallet racking system. All structural calculations are finalized, and the design is certified to comply with relevant local and international standards (FEM, RMI, local building codes). This package is essential for permitting and insurance.
Manufacturing and Logistics: The drive-in pallet racking components are manufactured to precise tolerances. For export markets, packaging for sea freight is critical to prevent corrosion (e.g., VCI packaging) and damage. Supply chain logistics to destinations in Africa or Latin America are carefully planned.
Professional Installation and Commissioning: Installation of a drive-in pallet racking system is a specialist trade. Certified crews use laser levels and precision tools to ensure perfect alignment of rails and frames. The process concludes with a formal commissioning: load testing to verify capacity, safety system checks, and integration testing with any automation or WMS.
Knowledge Transfer and Long-Term Support: The project culminates in comprehensive training for the client’s teams on operating, inspecting, and performing basic maintenance on the drive-in pallet racking system. A clear support channel for spare parts and technical consultation ensures the long-term performance of the drive-in pallet racking investment.
Sector-Specific Applications of Drive-In Pallet Racking
The versatility of drive-in pallet racking is evidenced by its widespread adoption across diverse industries in target markets.
Food & Beverage Manufacturing and Distribution: This sector is a primary beneficiary. A drive-in pallet racking system efficiently stores pallets of bottled water, cooking oil, or canned goods. In a drive-through FIFO configuration, it is perfect for managing expiry dates for dairy or juice products in a regional distribution center in Malaysia or Kenya.
Chemicals and Pharmaceuticals: For safe, consolidated storage of non-hazardous raw materials or finished products in uniform packaging, a drive-in pallet racking system provides an organized, high-capacity solution. Specific fire protection and spill containment measures are integrated into the drive-in pallet racking design for these sensitive applications.
Construction and Building Materials: The ability to store heavy, dense loads makes drive-in pallet racking ideal for bags of cement, plasterboard, roofing tiles, or piping. The robust structure of a heavy-duty drive-in pallet racking system handles these challenging loads in the warehouses of suppliers across the Gulf Cooperation Council (GCC) countries.
Third-Party Logistics (3PL) and Port Adjacent Warehousing: For 3PLs serving multiple clients, drive-in pallet racking offers flexible, high-density storage for client inventory that is not immediately cross-docked. Its efficiency is prized in congested port areas in Vietnam or Brazil, where space is at an absolute premium.

Objective Comparisons: When Drive-In Pallet Racking Is Not the Optimal Choice
A credible expert acknowledges the limitations of their preferred solution. Drive-in pallet racking is not a universal remedy. It is generally ill-suited for:
Operations with a High Number of SKUs and Low Pallet Quantities Per SKU: The lane dedication model of drive-in pallet racking leads to wasted space if lanes are not fully utilized.
Environments Requiring 100% Direct, Random Access to Every Pallet: If order profiles require frequent retrieval of individual pallets from a large range of SKUs, the throughput limitations of a drive-in pallet racking system’s LIFO access become a bottleneck.
Warehouses with Extremely Low Clearance Heights: The economic benefit of drive-in pallet racking is closely tied to leveraging vertical cube. In buildings with low ceiling heights, the advantage over selective racking diminishes.
In such scenarios, alternatives like narrow aisle racking, mobile pallet racking, or a combination of selective racking with a sophisticated AGV-based replenishment system may offer superior overall logistics performance. A professional consultant would conduct a total cost of ownership (TCO) analysis comparing drive-in pallet racking against these alternatives for the specific use case.
Conclusion: Strategic Mastery Through Engineered Density
The journey through the complexities of drive-in pallet racking reveals it to be far more than a simple storage product. It is a sophisticated logistics strategy made physical—a deliberate choice to maximize the asset value of every cubic meter of warehouse space. For growing enterprises in the dynamic markets of Southeast Asia, the Middle East, Africa, and Latin America, mastering this density is a competitive imperative. Success with drive-in pallet racking hinges on a triad of excellence: precision engineering tailored to local environmental and regulatory conditions, seamless integration with inventory management and automation workflows, and an uncompromising culture of safety and preventive maintenance.
Ultimately, implementing a drive-in pallet racking system is a declaration of operational sophistication. It signals a move from reactive storage to proactive space asset management. By partnering with experts who possess not only product knowledge but also deep regional application experience, businesses can transform their storage constraints into a scalable, efficient, and resilient platform for growth. The true measure of a drive-in pallet racking system’s success is not just in the number of pallets it holds, but in the reliability, safety, and cost-effectiveness it delivers throughout its decades-long service life.
Frequently Asked Questions (FAQs)
1. What is the typical lifespan of a well-maintained drive-in pallet racking system, and what factors most influence its longevity?
A high-quality drive-in pallet racking system, manufactured from appropriately protected steel and professionally installed, has a design lifespan of 20-25 years or more. The key factors influencing longevity are: a) Environmental corrosion control (especially in humid/coastal climates), b) The rigor of the operational safety culture to prevent impacts, c) The consistency of the planned preventive maintenance and inspection regime, and d) Adherence to designed load limits. In harsh environments, the lifespan of critical components in a drive-in pallet racking system may be extended through proactive replacement programs for wear parts like guide rail end stops and beam locks.
2. How does drive-in pallet racking perform in environments with significant temperature fluctuations, like in cold storage or Middle Eastern warehouses?
Drive-in pallet racking systems are engineered to account for thermal expansion and contraction. In cold storage applications, the steel components of the drive-in pallet racking are specified with appropriate ductility at low temperatures. Special attention is paid to the compatibility of seals and plastics on any attached safety devices. In hot climates, the design considers expansion to ensure alignment is maintained. For automated drive-in pallet racking with shuttles, environmental controls are built into the shuttle’s design specifications (e.g., condensation protection, operating temperature range).
3. Can drive-in pallet racking be effectively used for products on slip sheets instead of standard pallets?
This presents a significant challenge. Standard drive-in pallet racking relies on the rigid, uniform base of a pallet to slide on the guide rails. Slip sheets lack this structural integrity. While it is technically possible to use a drive-in pallet racking system with slip sheets by employing specialized push-pull forklift attachments, it introduces complexity and risk. The forces applied can distort the load, and retrieval can be less reliable. For operations primarily using slip sheets, alternative high-density systems like push-back racking with custom carts may be a more suitable and efficient solution than a conventional drive-in pallet racking setup.
4. What are the insurance implications of installing a drive-in pallet racking system?
Insurers typically view a professionally engineered and certified drive-in pallet racking system favorably, as it represents a managed risk compared to ad-hoc storage. However, they will require evidence of compliance with standards, professional installation records, and a documented ongoing inspection and maintenance program for the drive-in pallet racking. Failure to provide this can lead to higher premiums or even denial of coverage for incidents related to the storage system. Some insurers may request an annual inspection report from a certified racking inspector for the drive-in pallet racking as a condition of the policy.
5. How does the return on investment (ROI) for drive-in pallet racking compare to building a new warehouse?
The ROI for drive-in pallet racking is often significantly faster and requires less capital than new construction. A drive-in pallet racking project is an interior fit-out, avoiding costs for land acquisition, external construction, and extensive new utility connections. The ROI calculation compares the cost of the drive-in pallet racking system and installation against the value of the additional pallet positions created and the deferred cost of new building space. In high-rent districts, the payback period for a drive-in pallet racking system can be under two years. It effectively allows a company to “build upwards and inwards” within its existing asset, a far more capital-efficient strategy for medium-term growth.
If you require perfect CAD drawings and quotes for warehouse racking, please contact us. We can provide you with free warehouse racking planning and design services and quotes. Our email address is: jili@geelyracks.com