📐 "First 50 Enterprise Queries Get Custom 3D Warehouse Design" Plan

Heavy-Duty Pallet Racking for Cold Storage & Harsh Environments – Corrosion-Resistant Solutions
In the demanding sectors of cold storage logistics, chemical processing, and agro-industries, standard storage solutions are a liability. The combination of relentless thermal cycling, pervasive condensation, and corrosive agents systematically dismantles conventional racking systems, leading to safety hazards and operational failures. This specialized arena demands a purpose-built infrastructure: heavy-duty pallet racking engineered explicitly for harsh environments.
The following analysis delves into the critical engineering, advanced materials, and strategic design philosophies that define a truly corrosion-resistant heavy-duty pallet racking system, providing a definitive guide for operations managers, warehouse designers, and supply chain executives tasked with building resilient, long-term storage assets in the world’s most challenging conditions.

The Uncompromising Challenge: Why Standard Pallet Racking Fails in Extreme Conditions
Understanding the failure modes of standard systems is the first step in appreciating the engineering behind a specialized heavy-duty pallet racking solution. In ambient warehouses, the primary calculation is load capacity. In cold storage and corrosive settings, a more complex and destructive set of forces is at play.
The Physics of Degradation: More Than Just Rust
Facilities operating at sub-zero temperatures are not statically cold. The daily workflow introduces a cycle of thermal shock. When warehouse doors open, warm, moisture-laden air floods in, immediately condensing on every cold surface, including the heavy-duty pallet racking structure. This constant “sweating” creates a perpetually wet environment. In coastal regions across Southeast Asia, the Middle East, and Latin America, this moisture is infused with salt, accelerating the electrochemical process of corrosion.
Furthermore, in food processing or chemical plants, airborne acids, alkalis, or sugars from products act as catalysts, aggressively attacking standard paint and metal. A standard heavy-duty pallet racking system, lacking this specialized protection, will see its structural integrity compromised not from overloading, but from the environment itself.
The Domino Effect of System Failure
The consequence of installing an inadequate heavy-duty pallet racking system in a harsh environment is never a simple maintenance issue; it is a cascade of operational and financial disasters. A single corroded upright or a beam connector weakened by stress corrosion cracking can initiate a catastrophic collapse. The immediate impact involves the total loss of valuable inventory—whether it’s pharmaceuticals, frozen seafood, or bulk chemicals.
Beyond product loss, the operational standstill is paralyzing, halting inbound and outbound logistics and breaching service-level agreements with clients. Most critically, the safety of personnel is jeopardized, exposing the company to severe legal and reputational damage. Therefore, selecting the correct heavy-duty pallet racking is a fundamental risk management decision.

The Engineering Blueprint: Designing Corrosion-Resistant Heavy-Duty Pallet Racking from the Ground Up
Leading manufacturers approach the creation of heavy-duty pallet racking for harsh environments not as a variant of a standard product, but as a distinct discipline. The engineering philosophy is built on a triad of core principles: superior material science, multi-stage protective systems, and a robust structural design that anticipates environmental stress.
Deconstructing Corrosion Resistance: A Multi-Layered Defense Strategy
The term “corrosion-resistant” is a promise that must be substantiated by a verifiable process. For a heavy-duty pallet racking system destined for a -30°C cold store or a humid coastal warehouse, this defense is built in layers, each one critical to the system’s longevity.
Layer 1: The Substrate – Selecting the Right Steel
The journey begins with the raw material. While standard racking uses commercial-quality carbon steel, a true corrosion-resistant heavy-duty pallet racking system often starts with a High-Strength, Low-Alloy (HSLA) steel. These steels contain small amounts of alloying elements like copper, chromium, and nickel, which inherently increase their resistance to atmospheric corrosion compared to plain carbon steel. For the most aggressive environments, including facilities with frequent chemical exposure or high-salinity air, the entire heavy-duty pallet racking structure can be fabricated from hot-dip galvanized (HDG) steel.
The hot-dip galvanizing process involves submerging the fabricated steel components into a bath of molten zinc, creating a metallurgical bond that provides robust, sacrificial protection. Even if the zinc coating is scratched, it will cathodically protect the exposed steel, preventing rust from forming.
Layer 2: The Shield – Advanced Coating Technologies
For most cold storage applications, a sophisticated powder coating system offers the ideal balance of protection, durability, and cost-effectiveness. However, not all powder coats are created equal. The process for a heavy-duty pallet racking system is a multi-stage operation:
Alkaline Cleaning and Degreasing: Removes all oils and contaminants from the steel surface.
Conversion Coating (Phosphating): The clean steel is treated with a zinc or iron phosphate solution, creating a micro-crystalline layer that dramatically improves paint adhesion and provides a secondary barrier against under-film corrosion.
Application of Specialty Powder: This is the critical differentiator. The powder used for heavy-duty pallet racking in cold storage is a flexible epoxy-polyester hybrid formulated for extreme environments. It is applied electrostatically at a thickness of 80-120 microns, significantly thicker than the 60-80 microns standard for ambient warehouses.
Thermal Curing: The components are baked in a controlled oven, where the powder melts and flows to form a seamless, hard, and chemically inert shell.
The Criticality of Flexibility in Cold Storage Coatings
A rigid coating on a heavy-duty pallet racking system in a cold storage facility is a recipe for failure. As the steel expands and contracts with temperature fluctuations, a brittle coating will micro-crack, creating pathways for moisture to reach the substrate. Once underneath, the moisture spreads, causing the coating to delaminate. The specialized powders used for this application are designed to retain a degree of elasticity, allowing the coating on the heavy-duty pallet racking to flex with the metal through countless thermal cycles without compromising its integrity.

Anatomizing a Fortified Storage System: Component-Level Excellence
Every single component in a heavy-duty pallet racking system designed for harsh environments receives meticulous attention. There are no weak links.
Upright Frames: The Resilient Backbone
The upright frames of a heavy-duty pallet racking system are typically fabricated from a heavier-gauge steel than their standard counterparts. The design philosophy minimizes crevices and pockets where moisture and corrosive agents can accumulate. Connection holes are precision-punched with rolled edges to prevent stress concentrations that could initiate cracking. The baseplate is a critical component, often a larger, thicker plate designed to distribute load effectively and be securely anchored into concrete that may itself be subject to degradation from freeze-thaw cycles.
Beam Assemblies: Engineered for Connection Integrity
Beams in a heavy-duty pallet racking system are typically hot-rolled for maximum strength or formed into robust box or step-beam profiles. The connection between the beam and the upright is a focal point of engineering. Many manufacturers prefer a bolt-less, teardrop-style connection for its strength and ease of assembly. However, for the highest load capacities and in seismic zones, a bolted connection using high-tensile, corrosion-resistant bolts is specified. The beam-end connectors are often forged—rather than cast—for superior impact strength, crucial for withstanding incidental contact from material handling equipment.
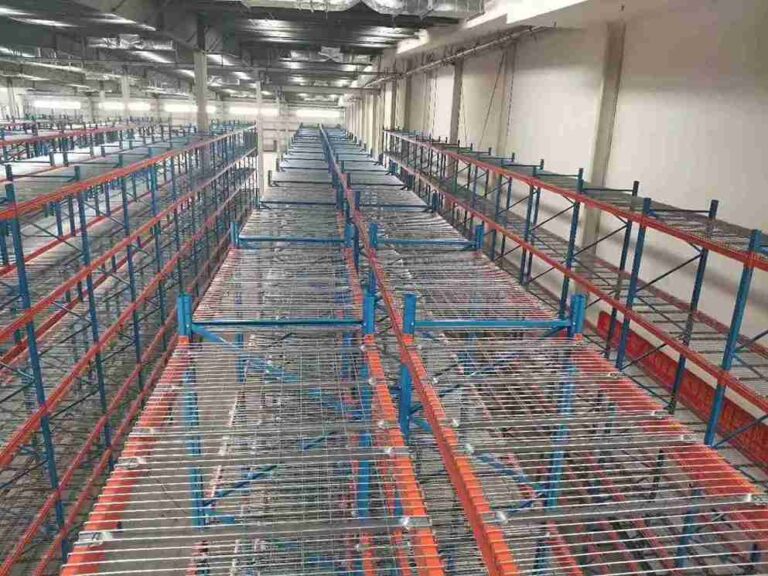
The Supporting Cast: Decking, Row Spacers, and Guards
To ensure the entire heavy-duty pallet racking system performs as a unified fortress, all accessories are fortified. Wire mesh decking is constructed from a heavier-gauge wire and is typically galvanized after welding. This post-fabrication galvanizing ensures that the weld points—the most vulnerable areas—are fully encapsulated in zinc, preventing them from becoming the first point of failure. Row spacers, column guards, and pallet supports are all subjected to the same rigorous coating process as the primary structure, ensuring a consistent level of corrosion-resistant performance throughout the installation.

Synergy with Automation: Integrating Heavy-Duty Pallet Racking with Robotic Systems
The modern harsh-environment warehouse is increasingly automated. A heavy-duty pallet racking system must therefore serve as the precise, unwavering skeleton for automated guided vehicles (AGVs), automated storage and retrieval systems (ASRS), and unmanned forklifts.
Precision for Automated Guided Vehicles (AGVs)
The integration of heavy-duty pallet racking with AGV systems demands laser-guided installation tolerances. The aisle widths must be perfectly consistent, and the racking itself must be rigid enough to prevent any lateral deflection that could interfere with the vehicle’s pre-programmed navigation paths. The robust construction of a true heavy-duty pallet racking system provides this necessary stability, ensuring flawless interaction with the automation.
The Framework for ASRS and Vertical Lift Modules (VLMs)
In high-density, high-throughput automated warehouses, the heavy-duty pallet racking is the track and foundation for the ASRS machinery. The tolerances are measured in millimeters. Any deviation, or any surface rust that sheds onto sensitive guidance rails and sensors, can cause malfunctions and downtime. The corrosion-resistant properties and inherent rigidity of a properly engineered heavy-duty pallet racking system are non-negotiable for these applications. It provides the stable, predictable, and clean environment that high-speed S/R machines require to operate reliably, even in the deep freeze.
Global Compliance and Certified Safety: The Non-Negotiable Standards
Investing in a heavy-duty pallet racking system for a critical environment requires verification. Reputable manufacturers design their systems to comply with and exceed the most stringent international standards, which include:
FEM 10.2.02: The European standard that provides design rules for static steel racking.
RMI ANSI MH16.1: The American standard from the Rack Manufacturers Institute.
SEI/ASCE 7: For determining design loads, including seismic and wind loads, relevant for specific geographic locations.
A professional provider will supply full structural engineering calculations and stamped drawings for the specific heavy-duty pallet racking installation, ensuring compliance with local building codes and providing the documentation required for insurance and risk management purposes.

Financial Rationale: The Superior Total Cost of Ownership of Specialized Heavy-Duty Pallet Racking
The initial capital expenditure for a certified corrosion-resistant heavy-duty pallet racking system is undeniably higher than for a standard system. However, the true metric for financial justification is the Total Cost of Ownership (TCO). A standard racking system in a harsh environment may require replacement or extensive rehabilitation within 5-7 years. A properly engineered heavy-duty pallet racking system is designed for a service life of 15 to 25 years with minimal maintenance.
When the avoided costs of potential system failure, inventory loss, operational downtime, safety incidents, and insurance premiums are factored into the equation, the return on investment for the superior heavy-duty pallet racking solution becomes overwhelmingly positive. It is a capital investment in operational continuity and risk mitigation.
Conclusion: Building an Unbreachable Logistics Asset
For businesses operating on the front lines of temperature-controlled and corrosive logistics, the storage infrastructure is a strategic asset. The choice of heavy-duty pallet racking is a decisive factor in the operation’s long-term safety, efficiency, and profitability. By insisting on a system engineered with advanced materials, multi-stage protective coatings, and a robust structural design, companies can transform their warehouse from a vulnerable point into a competitive advantage. The resilient heavy-duty pallet racking system stands as a silent, dependable guardian, ensuring that the supply chain remains unbroken, regardless of the environmental challenges.

Frequently Asked Questions (FAQs)
1. What specific inspection and maintenance protocol do you recommend for heavy-duty pallet racking in cold storage?
A formal inspection regimen is crucial. It should include a weekly visual check by in-house staff for any signs of impact damage or coating degradation. Semi-annually, a professional inspection by a certified rack safety inspector should be conducted, using torque wrenches to check anchor integrity and detailed checklists to assess the condition of the corrosion-resistant coating and structural components of the heavy-duty pallet racking.
2. How does the load capacity of a corrosion-resistant heavy-duty pallet racking system compare to a standard system?
The load capacity is a function of the steel’s structural design and gauge, not its coating. A well-engineered heavy-duty pallet racking system for harsh environments will have load capacities equal to or greater than a standard system of similar dimensions, as it often uses heavier-gauge materials. The engineering drawings will specify the precise permissible loads for each beam level and configuration.
3. Can you retrofit additional safety features, such as seismic bracing, into an existing harsh-environment racking system?
Yes, reputable engineers can design retrofit kits to enhance the safety of an existing heavy-duty pallet racking installation. This can include adding cross-bracing, frame ties, or anchor upgrades. However, this requires a full structural reassessment to ensure the original structure can accommodate the modifications and that the new components are equally corrosion-resistant.
4. What is the environmental impact of the coatings and processes used in your heavy-duty pallet racking?
Modern powder coating is an environmentally preferable process. It contains no volatile organic compounds (VOCs) and the overspray can be collected and reused, minimizing waste. Many of the powders used are non-toxic and fully compliant with international environmental and safety regulations, making them suitable for storing sensitive products like food and pharmaceuticals.
5. Do you offer different tiers of corrosion protection for varying levels of environmental severity?
Absolutely. A professional assessment of the specific environment is the first step. A tiered approach may range from an enhanced powder coat system for a moderately humid cold store, to a full hot-dip galvanized finish for a chemical processing plant, to a hybrid system (e.g., HDG substrate with a powder coat top layer) for the most extreme conditions, combining sacrificial protection with a specific color or enhanced chemical resistance.
If you require perfect CAD drawings and quotes for warehouse racking, please contact us. We can provide you with free warehouse racking planning and design services and quotes. Our email address is: jili@geelyracks.com