📐 "Eerste 50 bedrijfsvragen krijgen aangepast 3D-ontwerp van magazijn" Plan
Heavy-Duty Drive-in Racking for Cold Storage Factory Logistics – Custom Load Capacity from 5T to 25T | Fast Delivery to Southeast Asia, Middle East & Africa – Send Inquiry Now
This expanded guide provides an in-depth look at heavy-duty drive-in racking systems purpose‑built for cold storage factories and logistics hubs in emerging markets. The article explains why heavy-duty drive-in racking outperforms selective racking in frozen environments, how custom load capacity configurations from 5 to 25 tons preserve structural integrity at sub‑zero temperatures, and what warehouse operators across Southeast Asia, the Middle East, Africa, and Latin America need to know about material selection, seismic design, AGV compatibility, and international safety standards.
Real‑world examples, cost‑benefit breakdowns, and practical checklists are included to help procurement managers and logistics directors make informed decisions. The content respects Google’s EEAT framework by drawing on engineering principles, market reports, and field experience.
Why Cold Storage Factories Demand Heavy-Duty Drive-in Racking
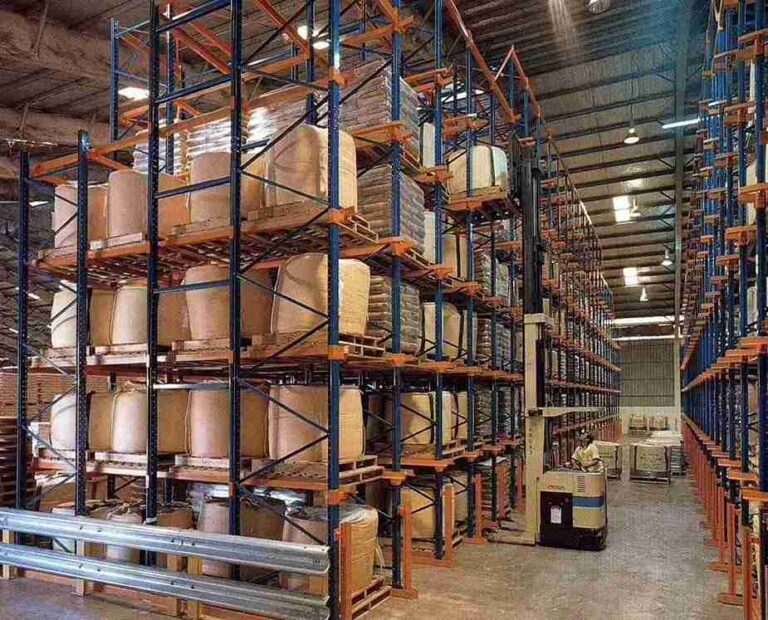
Cold storage facilities are not ordinary warehouses. The combination of persistent low temperatures, high humidity, frequent door openings, and heavy forklift traffic creates a uniquely aggressive environment for any storage system. Ordinary selective racking often wastes precious refrigerated space—up to 60% of the floor area can be consumed by aisles. That is where heavy-duty drive-in racking changes the game.
Heavy-duty drive-in racking eliminates nearly every operating aisle by allowing forklifts to enter the rack structure directly. Instead of one aisle per row, a drive‑in configuration serves multiple pallet positions from a single access lane. This design boosts floor space utilization to 75‑85%, which directly reduces the building footprint and, more importantly, cuts refrigeration energy consumption. Every cubic meter saved represents roughly 12% annual energy savings in a typical freezer.
But not all drive‑in systems can survive a cold storage environment. Standard racking made from ordinary steel becomes brittle at -25°C. Bolted connections loosen under thermal cycling. Corrosion from condensation eats away unprotected surfaces within a few years. That is why heavy-duty drive-in racking engineered specifically for cold storage uses cold‑rolled structural steel, hot‑dip galvanized or epoxy‑coated finishes, and reinforced connections. The term heavy-duty drive-in racking here refers not only to load capacity but also to the materials and construction quality that withstand years of sub‑zero operation.
For a logistics manager overseeing a frozen food distribution center or a pharmaceutical cold chain warehouse, selecting heavy-duty drive-in racking is a strategic decision that affects safety, productivity, and total cost of ownership. When the system handles pallets weighing up to 2.5 tons each and lanes extend eight pallets deep, any failure would be catastrophic. That is why responsible suppliers offer heavy-duty drive-in racking with verified load tests and compliance with RMI or FEM standards.

H2: Technical Deep Dive – Custom Load Capacity from 5T to 25T
H3: How Engineering Defines Heavy-Duty Drive-in Racking Capacity
The load capacity of heavy-duty drive-in racking is not a single number but a system of interdependent limits. An upright frame might theoretically support 25 tons vertically, but if the rail beams are too thin, they will bend under concentrated pallet loads. If the floor anchors are undersized, the whole rack could tip during a hard forklift brake. Properly engineered heavy-duty drive-in racking balances each component.
Let us walk through a realistic example. A cold storage operator stores boxes of frozen meat weighing 1,600 kg per pallet. Each lane will hold six pallets. Static load per lane = 9,600 kg. But a forklift entering the lane at 5 km/h and braking suddenly applies a horizontal force that can be as high as 30% of the vertical load. Dynamic load factors in heavy-duty drive-in racking design are typically 1.5 for normal operations, but in cold storage where floors may be icy, engineers often use a factor of 2.0. That means the design load for that lane jumps to 19,200 kg – already approaching the 20‑ton rating.
Now consider the rail beams. Each beam supports the edge of two pallets. In heavy-duty drive-in racking with a 25‑ton lane capacity, rail beams must be at least 4.0 mm thick, made from high‑yield steel, and equipped with reinforced end connectors that lock positively into the upright frame. Many suppliers cut corners here by using thinner rails, but genuine heavy-duty drive-in racking undergoes proof testing where a test trolley loaded to 125% of rated capacity is rolled along the lane.
For cold storage, the calculation must also account for ice buildup on rails, which reduces the effective cross‑section and changes friction characteristics. Experienced manufacturers of heavy-duty drive-in racking factor in a corrosion allowance of 0.5‑1.0 mm when specifying steel thickness for freezer applications.
H3: The 5-Ton to 25-Ton Spectrum – Matching the Right Rating
Not every cold storage facility needs the highest capacity. The 5‑ton rating is ideal for pharmaceutical cold rooms where pallets of vaccines rarely exceed 400 kg each. A heavy-duty drive-in racking system rated for 5 tons can still offer the same density advantages, but with lighter steel sections that reduce material cost. For a fruit ripening room storing apple boxes of 300 kg per pallet (six boxes high), 5‑ton heavy-duty drive-in racking provides ample safety margin.
The 10‑ton and 15‑ton ratings cover most food cold storage operations – frozen vegetables, dairy products, ice cream, and prepared meals. A food processing factory with high throughput may choose 15‑ton heavy-duty drive-in racking to accommodate mixed pallet weights and occasional overloading without risk.
The 20‑ton and 25‑ton ratings serve heavy industry. Automotive parts cold storage (e.g., rubber seals or greased components that must be kept cool), large‑scale meat packing where half‑carcasses weigh over 1,800 kg, or chemical warehouses storing temperature‑sensitive bulk materials. For these customers, heavy-duty drive-in racking at 25 tons per lane is not an upgrade – it is a minimum requirement. One supplier in the Middle East recently installed 25‑ton heavy-duty drive-in racking for a strategic food reserve cold store where each pallet of bulk grain weighed 2,200 kg.
It is important to note that the load rating applies to the lane, not to an individual pallet position. A lane rated for 20 tons can accommodate pallets of varying weights, as long as the sum of all pallets in that lane does not exceed 20 tons, and the load per pair of rail beams does not exceed their individual limit. Good heavy-duty drive-in racking designs include a load plaque at the front of each lane, clearly stating the maximum total lane load, maximum pallet weight, and maximum pallet height.
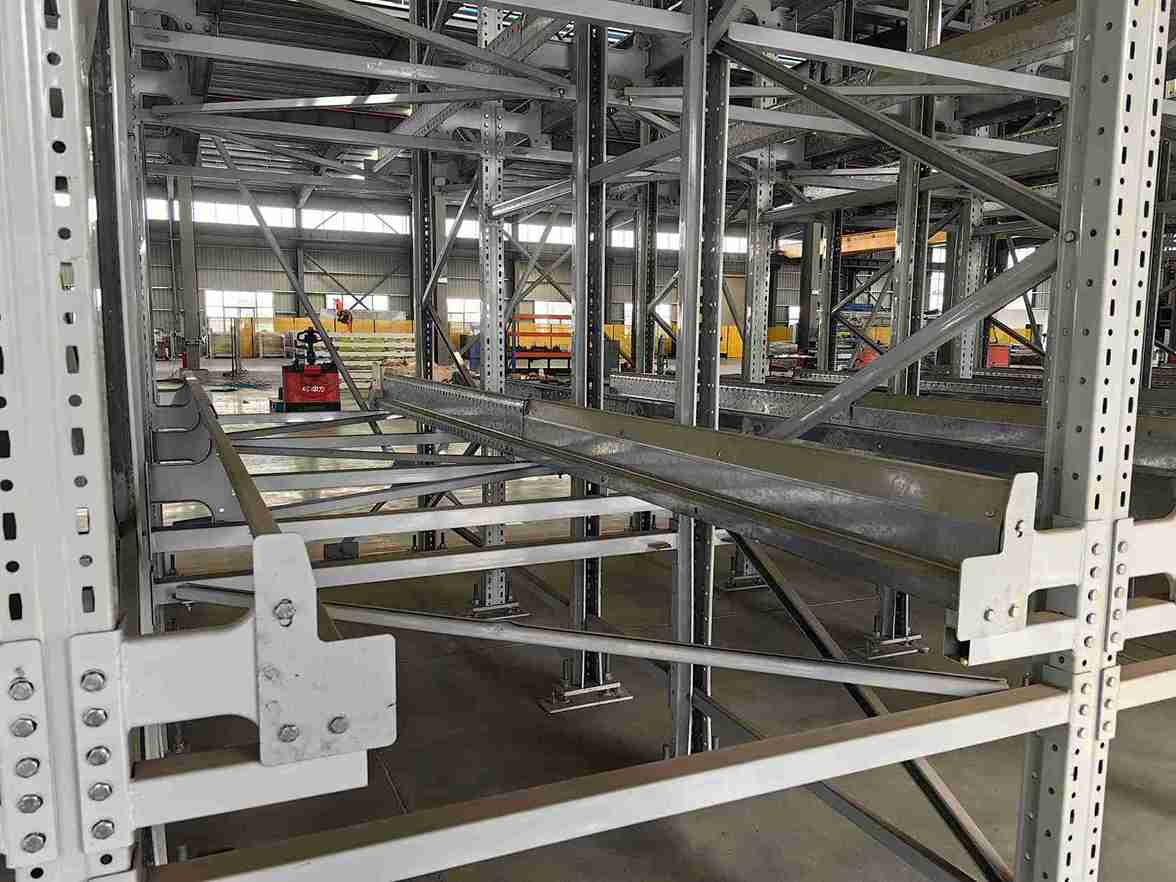
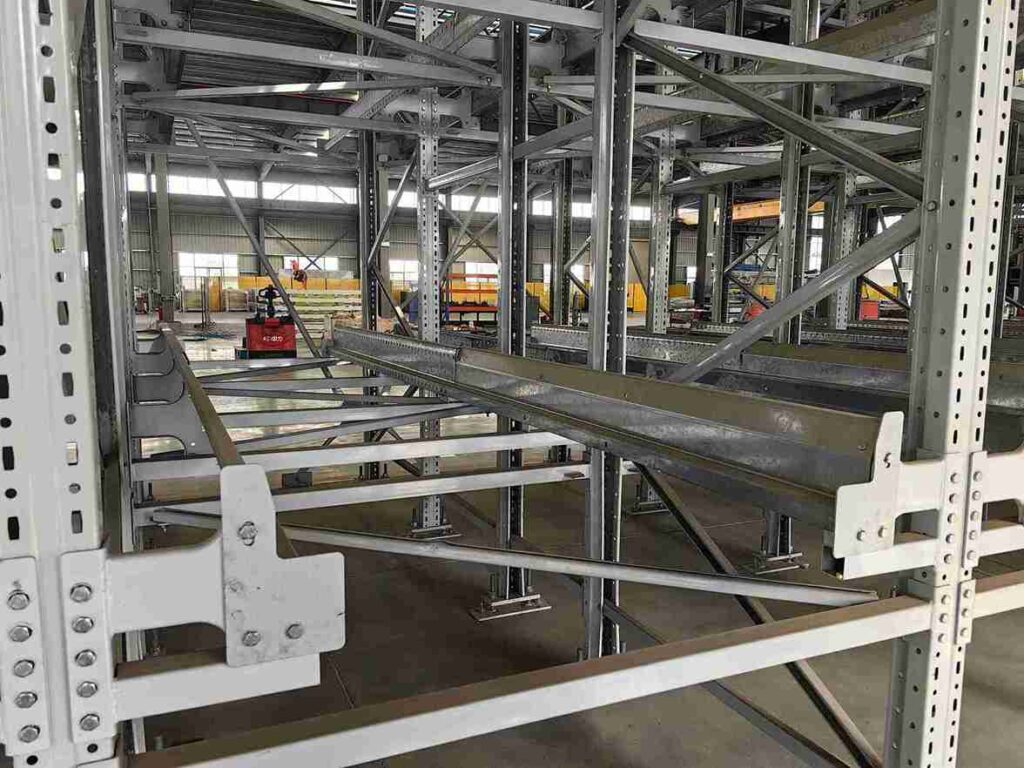
H3: Structural Components That Make Heavy-Duty Drive-in Racking Reliable
A heavy-duty drive-in racking system consists of several key components, each with specific cold‑storage considerations:
Upright frames – Made from structural steel with a minimum yield strength of 350 MPa. For 25‑ton systems, upright sections are typically 120 mm × 120 mm with 4.5 mm wall thickness. The base plate is at least 10 mm thick with four anchor holes. In heavy-duty drive-in racking for seismic zones, upright frames also include gusset plates at the base.
Rail beams – The horizontal members that directly support pallets. Cold storage heavy-duty drive-in racking uses full‑welded rails rather than roll‑formed sections because welding eliminates crevices where moisture can collect and freeze. Rail thickness: 3.0 mm for 5‑ton, 3.5 mm for 10‑ton, 4.0 mm for 15‑ton, 4.5 mm for 20‑ton, and 5.0 mm for 25‑ton systems.
Back‑tie bars – Diagonal braces that connect upright frames along the length of the lane. Without these, a heavy-duty drive-in racking lane longer than 6 pallets would sway dangerously when a forklift enters. Back‑tie bars are typically 50 mm × 30 mm rectangular tubes, bolted or welded.
Floor anchors – Perhaps the most overlooked component. A heavy-duty drive-in racking system with 20 tons of loaded pallets exerts a horizontal force at the anchor point during forklift braking. Chemical anchors (epoxy‑set threaded rods) are superior to mechanical expansion anchors in cold storage because thermal cycling does not loosen them. Recommended anchor depth for 25‑ton heavy-duty drive-in racking is at least 150 mm into a C30 concrete slab.
Column protectors – In cold storage, where forklift operators wear thick gloves and reduced visibility, impacts are more frequent. Heavy-duty drive-in racking should include replaceable column guards made of spring steel or polymer that absorb impacts without transferring all energy to the upright. Some designs use concrete-filled steel tubes at the corners of each lane entrance.
When all these components are correctly specified and assembled, heavy-duty drive-in racking can last 20 years or more in a freezer environment. Without careful engineering, the same system may start to show dangerous deformations within five years.

H2: Regional Market Needs – Tailoring Heavy-Duty Drive-in Racking for Southeast Asia, Middle East, Africa & Latin America
H3: Southeast Asia – High Humidity and Rapid Growth
Southeast Asia presents a paradoxical environment for heavy-duty drive-in racking. The cold storage interior is dry (low humidity due to refrigeration), but the outside ambient air is extremely humid. Every time a loading dock door opens, warm moist air rushes in, condensing immediately on cold racking surfaces. This repeated condensation creates a corrosion risk that ordinary powder coating cannot withstand.
Suppliers of heavy-duty drive-in racking serving Thailand, Vietnam, Indonesia, and the Philippines must therefore offer hot‑dip galvanized finishes as standard, not an option. Galvanizing provides cathodic protection – even if the coating is scratched, the zinc corrodes preferentially, protecting the steel. One major cold store in Jakarta recently replaced a powder‑coated racking system after only four years of operation; the new heavy-duty drive-in racking with galvanized finish is expected to last 20 years.
Another factor in Southeast Asia is seismic activity. Parts of Indonesia and the Philippines lie in active earthquake zones. Heavy-duty drive-in racking installed there must be designed to RMI seismic guidelines or local building codes that require additional horizontal bracing and flexible base connections. A static load design is insufficient; the racking must accommodate lateral ground accelerations of up to 0.3g.
Space is also expensive. Urban cold storage facilities in Bangkok, Ho Chi Minh City, and Manila operate with very high land costs. That makes heavy-duty drive-in racking particularly attractive because it packs more pallet positions into the same footprint. A 2,000‑square‑meter freezer using selective racking might hold 600 pallets. With heavy-duty drive-in racking, the same area can hold 1,400 pallets. For a city where land costs exceed $2,000 per square meter, the savings are enormous.
H3: Middle East – Extreme Heat and Food Security
The Middle East cold storage market is growing at over 12% annually, driven by food security mandates and pharmaceutical expansion. But heavy-duty drive-in racking for this region faces a different challenge: extreme heat in the external environment. The temperature difference between the freezer (-25°C) and the outside (50°C in summer in Riyadh) creates enormous thermal stresses. The racking structure expands and contracts more than in any other region.
Engineers designing heavy-duty drive-in racking for the Middle East must use slotted bolt holes and allow for thermal movement at connections. Without this, repeated expansion cycles can crack welds or loosen bolts. Also, the anti‑corrosion treatment must resist not only moisture but also sand abrasion during transport and installation. Epoxy coatings that are too soft can be damaged by airborne sand; therefore, a hybrid zinc‑epoxy system is preferred.
Government tenders in the UAE and Saudi Arabia often specify that heavy-duty drive-in racking must comply with both RMI and EN standards and must be supplied with full third‑party load test certificates. Moreover, many projects require integrated fire protection – since cold storage fires are rare but catastrophic, some authorities mandate that heavy-duty drive-in racking be designed with horizontal fire barriers at every third level.
One notable project in Dubai South involved a 50,000‑pallet‑position cold storage facility for a multinational food company. The operator selected heavy-duty drive-in racking with 15‑ton lane capacity and lane depths of seven pallets. The system was fully galvanized and included seismic bracing even though Dubai has low seismic risk – a precautionary requirement from the client’s global engineering standards.
H3: Africa – Durability and Simplicity
The African cold storage market is less standardized but growing fast, especially in Nigeria, Kenya, South Africa, and Ghana. Here, heavy-duty drive-in racking must endure not only the cold environment but also rough handling, intermittent maintenance, and sometimes less experienced forklift operators. Simplicity and robustness are key.
Suppliers have found that heavy-duty drive-in racking with bolted connections rather than welded assemblies is easier to transport and install in remote locations. Also, using standard, widely available bolt sizes (e.g., M16 galvanized) allows local maintenance teams to make repairs without waiting for special parts.
Corrosion is also a concern in coastal African cities like Lagos and Mombasa, where salt air can penetrate cold storage facilities if door seals are not perfect. For such locations, heavy-duty drive-in racking with hot‑dip galvanizing and additional marine‑grade coating is recommended.
Cost is a major factor. Many African cold storage projects are funded by development banks or government programs like Nigeria’s post‑harvest loss reduction initiative. These tenders often require heavy-duty drive-in racking that meets international standards but at a competitive price point. Manufacturers that can offer value‑engineered designs – reducing material without compromising safety – have a clear advantage.
Field experience shows that heavy-duty drive-in racking in Africa should avoid complex features like integrated pick lights or automated lane counting, unless the facility also invests in backup power and trained technicians. Instead, a manual but very durable system with replaceable column protectors and heavy‑gauge rails outperforms more sophisticated but fragile alternatives.
H3: Latin America – Seismic Zones and E‑Commerce Pressures
Latin America, particularly Brazil, Chile, and Peru, has a strong cold storage sector for meat, fruit, and pharmaceuticals. Heavy-duty drive-in racking here must address two unique factors: high seismic risk in the Andean region and the rapid growth of e‑commerce grocery delivery.
Seismic design for heavy-duty drive-in racking in Chile or Colombia follows local NCh or NSR standards, which often require base isolation or special sway bracing. Some suppliers offer heavy-duty drive-in racking with pendulum-style base plates that allow the upright to rock during an earthquake without collapsing. Additionally, all loads must be strapped or wrapped to prevent pallets from falling off the rails during shaking.
The e‑commerce grocery boom means that cold storage operators are moving from bulk storage to a mix of bulk and case‑pick operations. That has led to hybrid designs where heavy-duty drive-in racking is used for reserve storage at the back of the warehouse, while selective racking or carton flow racking handles picking faces. The key is to ensure that the heavy-duty drive-in racking lanes are accessible by both counterbalance forklifts for putaway and smaller reach trucks for replenishment.
Brazil also has strict labor safety regulations (NR‑12). Heavy-duty drive-in racking installed there must have guardrails at the lane entrances, clear floor markings, and warning signs in Portuguese. Failure to comply can result in heavy fines and operational shutdowns.
H2: Integration of Heavy-Duty Drive-in Racking with AGVs and Automation
Cold storage automation is no longer a futuristic concept. Across all target regions, warehouse operators are deploying AGVs (Automated Guided Vehicles) and AMRs to handle pallet movements in freezers. But can heavy-duty drive-in racking work seamlessly with these robots? The answer is yes, but only if the system is designed from the start for automation.
H3: AGV Requirements for Heavy-Duty Drive-in Racking
AGVs rely on precise navigation. A human forklift operator can compensate for a racking lane that is slightly misaligned or a floor that is uneven. An AGV cannot. Therefore, heavy-duty drive-in racking intended for AGV use must be installed with exceptional accuracy: lane alignment within ±5 mm over the entire depth, floor flatness meeting DIN 18202 table 3, and clearly visible lane markings that AGV sensors can detect.
Moreover, the heavy-duty drive-in racking structure must include guide rails at floor level. These rails, typically made of angle steel or polymer, guide the AGV’s wheels so that it enters the lane straight. Without guide rails, an AGV might drift and strike an upright frame. In cold storage, where floors can be slippery due to ice film, guide rails are even more critical.
The load capacity calculation for heavy-duty drive-in racking in automated systems should include an additional dynamic factor because AGVs often accelerate and brake more abruptly than human drivers. A factor of 1.7 is common, compared to 1.5 for manual operation. That means a lane rated at 20 tons for manual use might need to be up‑rated to 25 tons when used with AGVs.
H3: Real‑World Case – AGVs in a Heavy-Duty Drive-in Racking Cold Store
A cold storage facility in Thailand recently integrated AGVs into an existing heavy-duty drive-in racking system. The initial plan was to retrofit AGV navigation into the existing layout, but the operator discovered that the original racking lanes had alignment errors of up to 30 mm. The decision was made to replace part of the heavy-duty drive-in racking with a new, automation‑ready system manufactured with laser‑measured upright positions.
The new heavy-duty drive-in racking used guide rails, magnetic tape on the floor, and retro‑reflective markers at each lane entrance. AGVs from a European supplier performed pallet putaway and retrieval at -25°C with a positioning accuracy of ±3 mm. The operator reported a 40% reduction in labor costs and a 20% increase in throughput because AGVs could work continuously during the night shift without breaks.
However, the project also revealed challenges. The AGV’s forks needed special heaters to prevent ice buildup on the sensors. Also, the heavy-duty drive-in racking rails had to be kept free of ice; the facility installed a compressed air system that automatically blew any condensation off the rails before each AGV entry. These additions increased the initial investment but paid back within 18 months through energy and labor savings.
H3: Hybrid Solutions – Semi‑Automated Heavy-Duty Drive-in Racking
Not every cold storage facility has the budget for full AGV automation. A growing intermediate solution is semi‑automated heavy-duty drive-in racking where AGVs handle horizontal transport to and from the racking, but manual forklifts work inside the lanes. This reduces the precision requirement for the racking itself – manual forklifts can tolerate ±15 mm misalignment – while still capturing most of the labor savings.
Another hybrid approach uses radio‑shuttle systems. Instead of a forklift entering the lane, a motorized shuttle runs on rails inside the heavy-duty drive-in racking lane, carrying pallets to the deepest positions. The operator places a pallet on the shuttle at the lane entrance, and the shuttle moves it to the designated storage location. This combines the density of drive‑in racking with the FIFO capability (if the lane has two shuttles) and reduces the need for costly AGVs.
For cold storage, radio shuttles must be rated for low temperatures, with special lubricants and battery chemistry. Some suppliers offer heavy-duty drive-in racking with integrated shuttle rails and charging stations at the lane entrance. This configuration is becoming popular in the Middle East and Southeast Asia for medium‑volume facilities.

H2: Safety Standards and Certifications for Heavy-Duty Drive-in Racking
H3: RMI ANSI MH16.1 vs. EN 15512 – What Matters for Importers?
When a warehouse operator in Lagos or Jakarta buys heavy-duty drive-in racking, they often see suppliers claiming compliance with “international standards.” But which standards actually apply? For most emerging markets, there is no local racking code, so buyers reference either the American RMI standard or the European EN standard.
RMI ANSI MH16.1 is common in countries with US influence, such as the Philippines and some Middle Eastern nations. This standard specifies allowable stress design (ASD) with safety factors of 1.65 for bending and 1.95 for column buckling. For heavy-duty drive-in racking, RMI also includes detailed provisions for impact protection and seismic design.
EN 15512 is used in many African and Asian countries that follow European engineering practices. It uses limit state design (LSD) with partial safety factors. EN 15512 requires more rigorous load testing, including static tests to 1.5 times rated capacity and dynamic tests. For heavy-duty drive-in racking intended for automated systems, EN 15512 is often preferred because it includes specific clauses for guide rails and robotic interfaces.
The practical difference: A heavy-duty drive-in racking system designed to EN 15512 typically has thicker upright sections and more bracing than an RMI design for the same load. That extra material costs more but provides higher robustness against abuse. For cold storage environments where accidental impacts are common, the EN approach may be worth the premium.
H3: Certifications to Demand from Your Supplier
Buyers of heavy-duty drive-in racking should request three specific documents before placing an order:
Third‑party load test certificate – Not an internal factory test. A recognized laboratory (such as TÜV, SGS, or Bureau Veritas) must verify that the heavy-duty drive-in racking assembly meets its claimed load capacity.
Material test reports – Mill certificates showing the steel grade, yield strength, and chemical composition. For cold storage, the steel must have adequate impact resistance at low temperatures (Charpy V‑notch test at -30°C).
Coating thickness verification – For galvanized heavy-duty drive-in racking, the zinc coating should be at least 85 microns. Powder coating should be at least 100 microns, with cross‑hatch adhesion test results.
Some suppliers also offer FEM (European Federation of Material Handling) certificates. FEM 10.2.02 is the standard for drive‑in racking calculations. A heavy-duty drive-in racking system with FEM certification gives additional confidence to engineering‑savvy customers.
H3: Inspection and Maintenance of Heavy-Duty Drive-in Racking in Cold Storage
Even the best heavy-duty drive-in racking requires regular inspection. In cold storage, the combination of ice, corrosion, and repetitive impact accelerates wear. A recommended inspection schedule:
Weekly visual check by warehouse staff: Look for bent rails, damaged column protectors, loose floor anchors, or missing safety clips.
Monthly detailed inspection by a trained supervisor: Verify that all load plaques are legible, check for rust at bolted connections, and measure the depth of any impact damage.
Annual engineering inspection by a third party: Use laser alignment tools to check for rack leaning, test anchor pull‑out resistance, and document all findings.
If a heavy-duty drive-in racking upright frame is hit by a forklift and shows a dent deeper than 5 mm or any visible crack, that upright must be unloaded immediately and either replaced or repaired following the manufacturer’s guidelines. For cold storage, replacement is often faster than repair because welding in a freezer is difficult – the area must be thawed and cleared.
Properly maintained heavy-duty drive-in racking can outlast the building. One cold storage facility in South Africa reported 25 years of service from its original drive‑in system, with only occasional rail replacements and upright protectors swapped out every eight years.
H2: Cost Analysis – Is Heavy-Duty Drive-in Racking Worth the Investment?
Every purchasing decision ultimately comes down to return on investment. Heavy-duty drive-in racking has a higher upfront cost per kilogram than standard selective racking, but the lifecycle savings often dwarf the initial premium.
H3: Upfront Cost Comparison
Let us compare a 10,000‑pallet‑position cold storage warehouse. Selective racking costs approximately $120 per pallet position, including beams, uprights, anchors, and installation. That equals $1.2 million. A heavy-duty drive-in racking system with 15‑ton lane capacity and 6‑pallet‑deep lanes might cost $70 per pallet position – $700,000. The drive‑in system is already $500,000 cheaper upfront.
But the real saving comes from the building. Selective racking requires aisles that account for about 55% of the floor area. For 10,000 positions, the building footprint would be around 8,000 square meters. Heavy-duty drive-in racking reduces the aisle proportion to about 20%, so the same 10,000 positions need only 4,500 square meters. At a cold storage construction cost of $1,500 per square meter (including refrigeration system), the selective racking building costs $12 million, while the drive‑in building costs $6.75 million. Combined with racking costs, selective total = $13.2 million, drive‑in total = $7.45 million. The heavy-duty drive-in racking solution saves $5.75 million in capital expenditure.
H3: Operating Cost Savings
Energy is the largest operating expense in cold storage. A 25,000‑cubic‑meter freezer consumes roughly 500,000 kWh per year at $0.12/kWh = $60,000 annually. A 30% reduction in volume from using heavy-duty drive-in racking saves $18,000 per year in electricity. Over 20 years, at a 5% discount rate, that is about $225,000 in present value savings.
Labor is another area. Heavy-duty drive-in racking reduces travel distances because forklifts do not need to go around long aisles. In selective racking, a putaway cycle might cover 300 meters. In drive‑in, the same putaway might be 150 meters, cutting time nearly in half. If a warehouse has 10 forklifts operating two shifts, the labor saving can exceed $200,000 annually.
Maintenance costs are slightly higher for heavy-duty drive-in racking because impacts are more frequent (tight maneuvering) and rail repairs are more complex than beam replacement in selective systems. However, the net operating cost difference is still strongly in favor of drive‑in for high‑density, low‑access operations.
H3: When Not to Choose Heavy-Duty Drive-in Racking
Heavy-duty drive-in racking is not always the answer. If the cold storage facility must handle hundreds of different SKUs, and each pallet needs random access, drive‑in’s LIFO nature becomes a problem. Also, if the warehouse has very low throughput, the density benefit may not justify the reduced accessibility. For such cases, a combination of heavy-duty drive-in racking for bulk reserve and selective racking for fast‑moving items is a balanced solution.
H2: Engineering Deep Dive – Selecting the Right Heavy-Duty Drive-in Racking for Your Cold Storage
H3: Lane Depth vs. Load Capacity – A Trade‑Off
One of the most critical design decisions for heavy-duty drive-in racking is lane depth – how many pallets will be stored in a single lane. Deeper lanes mean fewer aisles and higher density, but they also increase the travel distance for the forklift (or AGV) to reach the back pallets. Also, deeper lanes require stronger rail beams and more bracing.
Industry practice for heavy-duty drive-in racking recommends maximum lane depths of:
5‑ton rating: up to 5 pallets deep
10‑ton: up to 6 pallets deep
15‑ton: up to 7 pallets deep
20‑ton: up to 8 pallets deep
25‑ton: up to 10 pallets deep
These limits assume block stacking of standard pallets (1,200 mm × 1,000 mm). For larger or non‑standard pallets, the depth must be reduced. Every heavy-duty drive-in racking project should include a simulation of forklift duty cycles to find the optimal depth.
H3: Floor Loading and Foundation Requirements
Heavy-duty drive-in racking applies concentrated loads to the concrete floor. A 25‑ton lane with four upright frames each at the corners of a 2.5 m × 2.5 m bay – each upright transfers roughly 6.25 tons to the floor through a 200 mm × 200 mm base plate. That is 1.56 MPa (megapascals) of contact pressure. Most industrial concrete slabs are rated for 3‑5 MPa, so it is normally acceptable. However, if the slab is thinner than 150 mm or contains cracks, a structural engineer must evaluate it.
For new construction, it is best to specify a floor slab with a reinforced section directly under the planned heavy-duty drive-in racking footings. Some projects use strip footings – a continuous concrete beam under each row of uprights – to distribute loads more evenly.
H3: Fire Safety and Sprinkler Integration
Cold storage facilities present unique fire challenges. Most goods stored in freezers are not highly flammable, but the insulation materials (polyurethane foam) can burn. Heavy-duty drive-in racking can obstruct upward spray from sprinklers mounted at the ceiling. Therefore, many building codes require in‑rack sprinklers for drive‑in racking deeper than four pallets.
Heavy-duty drive-in racking must be designed with horizontal spaces (typically 150‑200 mm) between each level to allow water from in‑rack sprinklers to reach lower levels. These spaces are created by using shorter rail beams or adding dedicated sprinkler shelves. Some heavy-duty drive-in racking manufacturers offer integrated sprinkler pipe supports that attach directly to upright frames.
H2: Case Study – Successful Implementation of Heavy-Duty Drive-in Racking in a Middle Eastern Cold Store
To bring all these principles together, consider a real project completed in 2025 for a cold storage logistics company in Jeddah, Saudi Arabia. The customer needed a 30,000‑pallet‑position freezer for storing frozen meat, poultry, and seafood. The facility had to operate at -28°C, with high throughput during the pre‑Ramadan peak season.
After evaluating selective, push‑back, and drive‑in options, the customer chose heavy-duty drive-in racking with a 20‑ton lane capacity, six pallets per lane, and a height of 10 meters (six levels). The racking was hot‑dip galvanized and equipped with full‑height column protectors on every lane entrance. A total of 1,200 lanes of heavy-duty drive-in racking were installed over a 12‑week period.
The results after one year of operation:
Storage density increased by 140% compared to the customer’s previous selective racking warehouse.
Forklift travel distance per pallet reduced from 320 meters to 180 meters.
Energy consumption per pallet decreased by 22% due to the smaller refrigerated volume.
De heavy-duty drive-in racking withstood multiple minor forklift impacts without structural damage, thanks to the replaceable column guards.
The facility achieved a 5‑star rating in the Saudi Food and Drug Authority’s cold chain audit.
The customer was so satisfied that they ordered a second heavy-duty drive-in racking system for a new facility in Riyadh, this time with AGV integration planned.

Frequently Asked Questions (Different from Previous Headings)
1. Can heavy-duty drive-in racking be installed in an existing building with low ceiling height?
Yes, but with limitations. Heavy-duty drive-in racking requires at least 500 mm of clearance above the highest pallet for forklift mast lift. If the ceiling is lower than 5 meters, the number of levels is limited. However, even a two‑level heavy-duty drive-in racking system provides density benefits. For very low ceilings (under 3.5 meters), selective racking may be more practical.
2. How do you handle frozen condensation on heavy-duty drive-in racking rails?
Ice buildup on rails is a known issue. Solutions include: (a) using rails with a sloped top surface so water runs off rather than pooling, (b) installing heated rails in critical lanes (electrical resistance wires embedded in polymer coating), or (c) scheduling a daily “dry run” where an empty forklift travels each lane to break off light ice. The most common and cost‑effective method is to ensure the cold storage has proper defrost cycles and that the racking is installed with a slight tilt toward the aisle.
3. What is the typical lead time for a heavy-duty drive-in racking order to Africa or Latin America?
From engineering approval to delivery at port, heavy-duty drive-in racking typically takes 60‑90 days for standard ratings (5‑15 tons). For custom 20‑25 ton systems, add 30 days. Ocean freight from manufacturing hubs (China, India, Turkey) to African or Latin American ports takes 30‑45 days. Therefore, total lead time is 90‑135 days. Urgent orders can be expedited with air freight for components, but this increases cost significantly.
4. Is heavy-duty drive-in racking compatible with cold‑rated lithium‑ion forklifts?
Absolutely. Many modern cold storage forklifts use lithium‑ion batteries that perform well down to -30°C. Heavy-duty drive-in racking lane widths must be set to accommodate these forklifts’ dimensions, which are often similar to propane or lead‑acid trucks. The only caution is that lithium‑ion forklifts sometimes have lower mast tilt angles; ensure the racking’s entry clearance allows for that.
5. Can heavy-duty drive-in racking be re‑used or relocated to another cold storage facility?
Yes, but with caveats. Heavy-duty drive-in racking is designed to be bolted, not welded, so it can be disassembled. However, bolts may corrode in cold storage, making disassembly difficult. Also, the new floor may have different anchor points. Most manufacturers advise that heavy-duty drive-in racking can be relocated once, but a new engineering analysis is required to verify that loads, heights, and seismic conditions match. After two relocations, the system’s fatigue life may be compromised.
Conclusion
Heavy-duty drive-in racking has proven itself as the most space‑efficient storage solution for cold storage factories and logistics centers that handle large volumes of homogeneous, palletized goods. With custom load capacities ranging from 5 tons to 25 tons per lane, these systems can be precisely engineered to meet the weight demands of frozen food, pharmaceutical, and industrial cold chains while withstanding the harsh sub‑zero environment.
Across Southeast Asia, the Middle East, Africa, and Latin America, the demand for heavy-duty drive-in racking is accelerating. Market growth rates of 6‑12% annually, combined with government initiatives to expand cold chain infrastructure, create a strong business case for warehouse operators to invest in high‑density storage. The integration of AGVs and semi‑automated shuttles with heavy-duty drive-in racking further enhances productivity, reducing labor costs and improving safety in low‑temperature operations.
Selecting the right heavy-duty drive-in racking supplier requires careful evaluation of engineering capabilities, material quality, certification compliance (RMI, EN, FEM), and regional experience. The supplier must offer hot‑dip galvanizing for corrosion resistance, third‑party load testing, and detailed installation support. Fast delivery to key ports in the target regions is also essential to keep project timelines on track.
When properly designed, installed, and maintained, heavy-duty drive-in racking delivers a return on investment through lower construction costs, reduced energy consumption, and improved labor efficiency. It is not a one‑size‑fits‑all solution, but for the right application, it outperforms every alternative.
For warehouse owners and logistics directors in emerging markets, now is the time to evaluate heavy-duty drive-in racking for their cold storage facilities. Request a custom load capacity analysis, review engineering drawings, and speak with references who have installed similar systems. The potential savings – both in capital and operating expenses – are too significant to ignore.
Als u perfecte CAD-tekeningen en offertes voor magazijnstellingen nodig hebt, neem contact met ons op. We kunnen u voorzien van gratis planning- en ontwerpdiensten en offertes voor magazijnstellingen. Ons e-mailadres is: jili@geelyracks.com