📐 "Le prime 50 richieste aziendali ricevono un design personalizzato del magazzino 3D". Piano
Cost-Effective Automation Mezzanine Floor for Pharmaceutical Warehouse Project Bulk Handling – Meet GMP Standards in SE Asia, Africa & Middle East
For pharmaceutical warehouse operators across Southeast Asia, Africa, and the Middle East, the pressure to expand storage capacity while maintaining strict Good Manufacturing Practice (GMP) compliance has never been greater. Traditional expansion—building new facilities or relocating to larger premises—is often prohibitively expensive, especially for bulk handling operations that require substantial floor space for palletized raw materials and finished products.
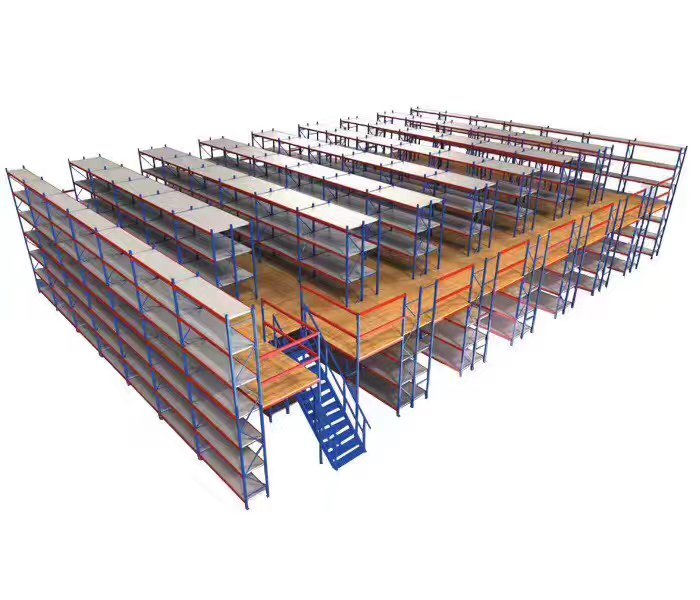
The solution lies in an automation mezzanine floor – a structural steel platform installed within an existing warehouse footprint that effectively doubles or triples usable storage capacity. When integrated with AGV (veicoli a guida automatica) , automated conveyors, pallet shuttle systems, e Sistemi di gestione del magazzino (WMS) , this automation mezzanine floor transforms conventional storage spaces into highly efficient, GMP‑compliant logistics hubs.
This comprehensive guide explores how pharmaceutical warehouses in emerging markets can implement a cost‑effective automation mezzanine floor for bulk handling operations, covering everything from GMP design requirements and technology integration to market‑specific considerations and return‑on‑investment analysis. Whether a regional distribution center in Jakarta, a central pharmaceutical warehouse serving hospitals across Qatar, or a manufacturing plant with bulk raw material storage needs in Nairobi, the strategies outlined here will help achieve regulatory compliance, operational efficiency, and sustainable growth – without the capital burden of new construction.
Why Pharmaceutical Warehouses Are Turning to an Automation Mezzanine Floor
Pharmaceutical warehousing presents unique challenges that set it apart from general logistics operations. Temperature‑sensitive products, strict chain‑of‑custody requirements, extensive SKU variety, e rigorous documentation standards demand precision at every step. Yet, across Southeast Asia, Africa, and the Middle East, pharmaceutical companies face the same fundamental constraint: physical space.
For bulk handling operations, the problem is particularly acute. Raw pharmaceutical ingredients, excipients, packaging materials, and finished goods often arrive in palletized form, requiring substantial floor space for orderly storage. When warehouse capacities become inadequate, the conventional response has been to lease additional facilities or undertake costly building expansions. Both options strain operational budgets and introduce logistical complexity.
Un automation mezzanine floor offers a smarter alternative. By building upward within existing structures, this automation mezzanine floor creates new storage levels without expanding building footprints. A single automation mezzanine floor can increase usable space by 80 to 200 percent of the original footprint, depending on ceiling height and design specifications. For pharmaceutical warehouses with clear heights of 4.5 meters or more, the potential for vertical expansion is substantial.
However, adding square footage alone is insufficient for modern pharmaceutical operations. The true value emerges when the automation mezzanine floor is integrated with automated material handling systems. When combined with AGVs, automated storage and retrieval systems (AS/RS), pallet shuttle technologies, and intelligent conveyor networks, the automation mezzanine floor becomes the foundation of high‑density, high‑efficiency, GMP‑compliant warehousing.
The pharmaceutical industry’s embrace of automation mezzanine floor solutions is reflected in market growth projections. The global sanitary platform and mezzanine systems market was valued at 2.1billionin2024∗∗andisforecasttoreach∗∗4.3 billion by 2033, representing a robust compound annual growth rate of 8.1 percent. This expansion is driven by pharmaceutical manufacturers and distributors across emerging markets who recognize the competitive advantages of vertical, automated storage – precisely what a well‑designed automation mezzanine floor delivers.

Understanding GMP Requirements for an Automation Mezzanine Floor
Before exploring technology options and implementation strategies, it is essential to establish a clear understanding of what GMP compliance means for an automation mezzanine floor installed in a pharmaceutical warehouse.
Il Current Good Manufacturing Practice (cGMP) regulations established by global regulatory bodies, including the U.S. Food and Drug Administration (FDA), the European Medicines Agency (EMA), and national health authorities across Southeast Asia, Africa, and the Middle East, set strict standards for pharmaceutical facility design and operation. As outlined in 21 CFR 211.42 of FDA regulations, any building used in the manufacture, processing, packing, or holding of drug products “shall be of suitable size, construction and location to facilitate cleaning, maintenance, and proper operations”. The regulations further require “adequate space for the orderly placement of equipment and materials to prevent mix‑ups” between different components and products.
For warehouse installations, these requirements translate into specific design and operational considerations for every automation mezzanine floor.
Facility Design and Layout Compliance
The foundation of GMP‑compliant warehouse design is proper facility layout. The layout of production and storage areas should follow logical operational sequences, with designated areas for different activities. Effective segregation and organization of these areas prevent mix‑ups and cross‑contamination, ensuring GMP compliance.
When designing an automation mezzanine floor for pharmaceutical bulk handling, workflow patterns must be considered. Materials should flow in a logical direction—from receiving to storage to order fulfillment—without unnecessary backtracking or cross‑traffic between different product categories. The automation mezzanine floor layout should support this one‑way flow, with clear separation between raw materials, packaging components, work‑in‑process, and finished goods.
Il ISPE Good Practice Guide: Packaging, Labeling, and Warehousing Facilities provides the industry‘s leading guidance for designing CGMP‑compliant warehousing operations. The guide helps companies meet regulatory requirements while avoiding product adulteration, product mix‑ups, label mix‑ups, and misbranding. For automation mezzanine floor projects, referencing this guidance during the design phase is essential for ensuring long‑term compliance.
Material Selection and Surface Requirements
For pharmaceutical applications, materials for an automation mezzanine floor must be selected with care. Flooring and support structures must be easy to clean, resistant to corrosion, and suitable for cleanroom environments. Stainless steel or powder‑coated finishes, coupled with anti‑static and dust‑resistant surfaces, help maintain contaminant‑free spaces.
In regions with high humidity—such as Southeast Asia—corrosion resistance becomes particularly important. Any automation mezzanine floor intended for tropical environments should specify galvanized or stainless steel components to prevent rust formation that could compromise product integrity.
Temperature and Environmental Control
Pharmaceutical products often require stringent temperature and environmental controls. By designing an automation mezzanine floor with proper insulation, climate control units, and monitoring sensors, stable conditions can be maintained across all storage levels. For bulk handling operations storing temperature‑sensitive raw materials or finished products, the automation mezzanine floor must integrate with the facility’s HVAC infrastructure to ensure consistent conditions at elevated levels.
Lighting Requirements
Adequate illumination is critical for accurate picking, packing, and inspection activities. An industrial automation mezzanine floor requires lighting design meeting 300 lux at floor level to ensure visibility for operational tasks. For pharmaceutical applications where label verification and quality inspection are routine, lighting levels exceeding this minimum standard are typically recommended.
Documentation and Validation
GMP compliance extends beyond physical design to documentation. All automation mezzanine floor installations in pharmaceutical warehouses must be properly documented, including engineering drawings, material certifications, load calculation reports, and installation records. When automation systems are integrated, validation documentation—including IQ (Installation Qualification), OQ (Operational Qualification), and PQ (Performance Qualification)—must be completed before operations commence.

Key Components of an Automated Mezzanine Floor System for Bulk Handling
A complete automation mezzanine floor solution for pharmaceutical bulk handling comprises several integrated components. Understanding each element helps warehouse operators make informed investment decisions.
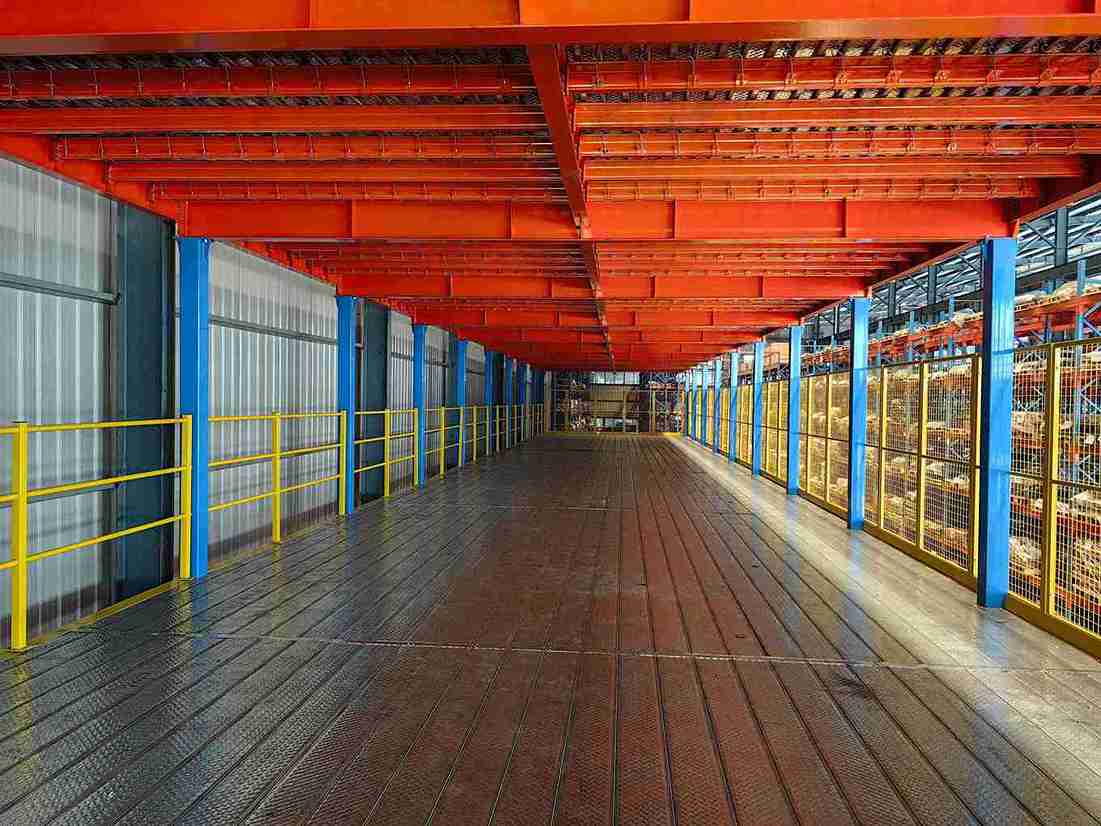
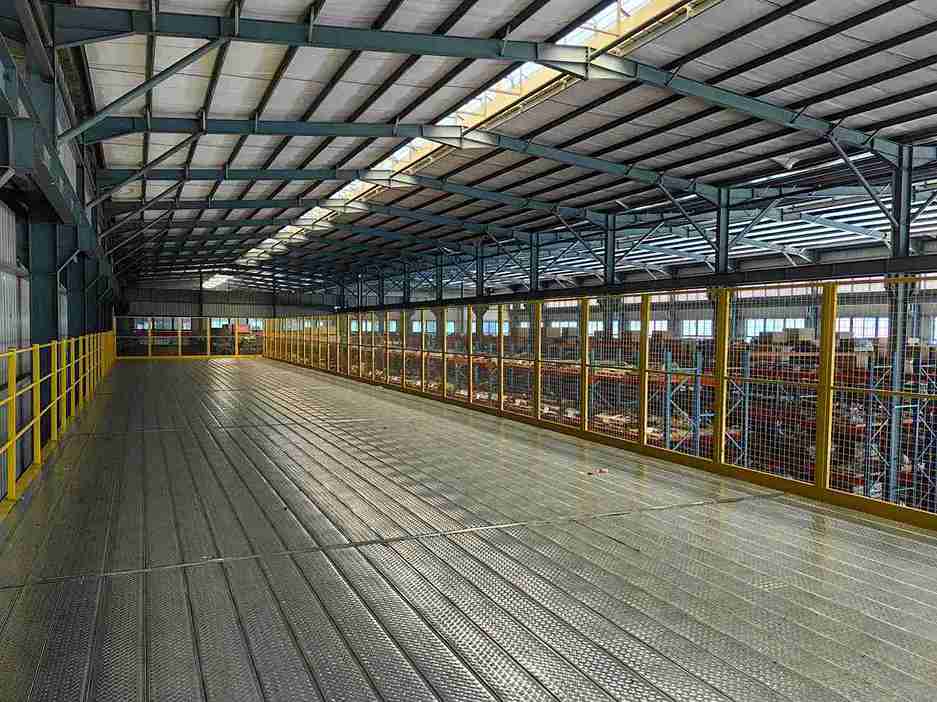
Structural Mezzanine Platform
The platform itself forms the foundation. This automation mezzanine floor uses structural steel designed to support significant live loads—typically ranging from 200 kilograms to over 500 kilograms per square meter, depending on the intended use. For bulk pallet storage, load requirements are higher, requiring reinforced decking and support columns positioned to accommodate pallet racking systems.
The height of the automation mezzanine floor must be sufficient for both storage and equipment operation. For AGV integration, a minimum clear height of 2.2 meters under the automation mezzanine floor deck is recommended to accommodate vehicle movement and pallet lifting. On the automation mezzanine floor level, the height above the deck must allow for pallet racking, operator access, and automated equipment.
Sistemi di stoccaggio e recupero automatizzati (AS/RS)
AS/RS solutions use computer‑controlled cranes, shuttles, or carousels to accurately locate and retrieve products stored at various levels. When integrated with an automation mezzanine floor, these systems dramatically reduce time spent searching for items, lower the risk of human error, and ensure products are picked efficiently and accurately.
For bulk handling pharmaceutical warehouses, pallet AS/RS systems offer the greatest value. These systems use stacker cranes operating within narrow aisles to access pallets stored at heights up to 15 meters or more. A fully automated high‑bay silo – such as the system deployed for Losan Pharma in Germany by SSI SCHAEFER – can accommodate 20,000 double‑deep pallet spaces, with automated guided vehicles connecting the conveyor technology to pallet lifters. The system’s storage and retrieval machines handle all conveying processes within the high‑bay warehouse, eliminating manual forklift operations. The automation mezzanine floor serves as the central platform that ties these elements together.
Automated Guided Vehicles and Autonomous Mobile Robots
AGVs and AMRs provide flexible material transport between levels of the automation mezzanine floor and across the warehouse floor. These vehicles navigate using various guidance technologies—including floor markers, magnetic tape, LiDAR, and natural feature recognition—to move pallets, totes, and containers between receiving, storage, picking, and shipping areas.
Real‑world pharmaceutical applications demonstrate the effectiveness of AGV‑mezzanine integration. For AstraZeneca‘s Sydney facility, ADDE designed and built a central palletiser that uses autonomous vehicles for all pallet movements. An automation mezzanine floor was constructed to minimize floor space, allowing UR10 collaborative robots to palletize upstairs while pallets are finished downstairs. The system uses Swisslog CarryPick vehicles—two on the automation mezzanine floor and three on the ground floor—operating under a master fleet management system.
In China, Huarui Technology partnered with Tide Pharmaceutical to deploy an AMR‑based logistics solution for cross‑floor material transport. The project deployed 1.5‑ton narrow‑body stacking forklift AMRs, 1.5‑ton transport forklift AMRs, and a robot scheduling system, helping the pharmaceutical company reduce labor costs and improve productivity. The AMRs seamlessly travel between the ground floor and the automation mezzanine floor, using dedicated lifts.
Conveyor Systems
Conveyor systems provide continuous, automated material flow between levels of the automation mezzanine floor and across the warehouse. For pharmaceutical bulk handling, conveyors transport palletized goods from receiving to AS/RS inbound stations, from storage to picking areas, and from packing to shipping.
Belt conveyors, roller conveyors, and accumulating conveyors each serve specific functions. Belt conveyors handle lighter loads over longer distances. Roller conveyors, particularly zero‑pressure accumulating roller conveyors, are ideal for pallet transport where product spacing must be controlled. Accumulating conveyors allow products to queue without contact, preventing damage to sensitive pharmaceutical packaging.
Vertical reciprocating conveyors (VRCs) provide safe, reliable lifts between levels of an automation mezzanine floor. These devices can lift pallets weighing up to 1,360 kilograms (3,000 pounds) safely. For pharmaceutical wholesalers like Rochester Drug Cooperative, VRCs provide safer pallet transport than forklifts, eliminating the risk of falls from elevated platforms. The VRC is often the most critical mechanical link that connects the ground floor with the automation mezzanine floor.
Pallet Shuttle Systems
Pallet shuttle systems offer high‑density storage within the framework of an automation mezzanine floor. These automated shuttles travel within rack lanes, delivering pallets to and from storage positions. For bulk handling operations handling large volumes of identical SKUs—such as raw pharmaceutical ingredients or packaging materials—shuttle systems maximize storage density while maintaining FIFO (first‑in, first‑out) inventory rotation. When combined with an automation mezzanine floor, pallet shuttles can be deployed on multiple levels, effectively multiplying storage capacity without expanding the building.
Warehouse Management and Control Systems
All automation components must be orchestrated by software. Sistemi di gestione del magazzino (WMS) manage inventory, order processing, and labor allocation. Warehouse Control Systems (WCS) direct real‑time equipment movements, coordinating AGVs, AS/RS cranes, conveyors, and shuttles. For GMP compliance, these systems must maintain detailed audit trails of all material movements, including timestamps, operator identification, and product lot information. The WMS/WCS must be tightly integrated with the automation mezzanine floor layout to ensure smooth material flow.
Il integration into existing ERP systems—such as SAP EWM—is essential for pharmaceutical operations. For the Losan Pharma project, the entire storage and conveyor system operates through SAP EWM, with SWAN providing the integration layer. The automation mezzanine floor is treated as a logical zone within the ERP system, with its own inventory positions and material flow rules.

Cost‑Effectiveness Analysis: Mezzanine vs. New Construction
For pharmaceutical warehouse operators across emerging markets, cost is always a critical consideration. When evaluating an automation mezzanine floor versus new building construction, the economic case strongly favors the automation mezzanine floor.
Capital Expenditure Comparison
Un automation mezzanine floor typically requires 30 to 60 percent less upfront capital than building new warehouse space. This dramatic difference stems from several factors:
No land acquisition costs. Un automation mezzanine floor uses existing real estate, eliminating land purchase expenses that can be substantial in prime industrial areas.
No building permit delays. While permits are required, the process is generally faster and less complex than new construction permitting, which may involve environmental reviews, zoning hearings, and impact studies.
No foundation work. Un automation mezzanine floor is typically freestanding within existing buildings, requiring no new foundations or structural modifications beyond floor anchoring.
Reduced engineering costs. The design of an automation mezzanine floor leverages standardized structural components, whereas new construction requires comprehensive architectural, structural, mechanical, and electrical engineering.
A detailed comparison from the Chinese market in 2026 illustrates the difference: typical costs for an automation mezzanine floor range from 1,200 to 2,800 RMB per square meter, including structure, decking, stairs, gates, railings, and basic racking. Steel construction costs for new buildings significantly exceed this range.
Implementation Timeline
Time to operational readiness differs dramatically between options:
Installation of an automation mezzanine floor: 2 to 6 months from design approval to operational use
New construction: 12 to 36 months, including site acquisition, permitting, construction, and commissioning
For pharmaceutical companies facing immediate capacity constraints, the accelerated timeline of an automation mezzanine floor provides substantial business value.
Payback Period
The financial returns on an automation mezzanine floor are compelling. Typical payback periods range from 1.8 to 4.2 years for mezzanine installations, compared to 5 to 12 years for new construction. The shorter payback reflects both lower initial investment and faster implementation.
For an automation mezzanine floor enhanced with AGVs, conveyors, and AS/RS, payback periods can be even shorter. Labor savings, productivity gains, and reduced error rates generated by automation accelerate returns on the incremental investment.
Operational Disruption
Installation of an automation mezzanine floor can be performed in phases, allowing warehouse operations to continue during construction. New construction inevitably disrupts operations, either through relocation to temporary facilities or through extended downtime during move‑in.
Flexibility and Scalability
Design modulare of an automation mezzanine floor offer future reconfigurability. When storage requirements change, components of the automation mezzanine floor can be relocated, expanded, or reconfigured at relatively low cost. New buildings, once constructed, are fixed structures that cannot easily adapt to changing needs.
Tax and Depreciation Benefits
In many jurisdictions, an automation mezzanine floor qualifies for accelerated depreciation as capital equipment rather than as real property. This classification improves cash flow compared to new construction, which depreciates over longer periods.
Market‑Specific Considerations for Southeast Asia, Africa, and the Middle East
Pharmaceutical warehouse operators in different regions face unique challenges. The following analysis examines how an automation mezzanine floor can be tailored for each target market.
Southeast Asia
The Southeast Asian pharmaceutical market is experiencing rapid growth, driven by expanding healthcare access, aging populations, and increasing chronic disease prevalence. Warehousing challenges across the region include:
High humidity and temperature. Tropical climates demand robust HVAC systems and corrosion‑resistant materials for any automation mezzanine floor. Galvanized or stainless steel components are essential to prevent rust formation, which could compromise pharmaceutical product integrity.
Seismic considerations. Countries including Indonesia, Philippines, and Malaysia face earthquake risks. An automation mezzanine floor must be engineered for seismic loads, with proper bracing and connection detailing. AS/RS installations on an automation mezzanine floor in seismic zones require robust structural assessments.
Regulatory harmonization. ASEAN member states are progressively harmonizing pharmaceutical regulations under the ASEAN Pharmaceutical Regulatory Framework. Designs of an automation mezzanine floor should meet or exceed the most stringent requirements across the region.
Case study evidence. DKSH has introduced innovative “A‑Frame” automation technology in its healthcare logistics operations in Thailand, demonstrating the region‘s readiness for an automation mezzanine floor with advanced picking and conveying systems. DKSH is modernizing the healthcare supply chain through cold chain and automation technologies that protect product integrity and ensure patient safety, often relying on a well‑planned automation mezzanine floor to achieve high density storage.
Malaysia‘s regulatory landscape is evolving. Stronger oversight on mechanical and electrical safety compliance affects pharmaceutical manufacturing and warehousing facilities. Any automation mezzanine floor built in Malaysia today must comply with updated electrical safety codes and fire protection requirements.
Africa
Africa’s pharmaceutical warehousing needs are growing as local manufacturing expands and cold chain requirements intensify.
Infrastructure variability. Warehouse conditions vary widely across the continent. Reliable power supply cannot always be assumed. An automation mezzanine floor must be supported by uninterruptible power supply (UPS) backup and, where feasible, generator integration to maintain temperature control and security during outages. The control system of the automation mezzanine floor should be able to perform safe shutdowns when power is interrupted.
Cold chain dominance. Many pharmaceutical products distributed in Africa require temperature‑controlled storage. An automation mezzanine floor serving cold chain operations must integrate with refrigerated environments, with thermal breaks between levels and careful attention to air circulation.
Supply chain fragmentation. Pharmaceutical distributors often operate multiple small warehouses rather than centralized facilities. A modular automation mezzanine floor that can be deployed in smaller footprints offers particular value for this market structure.
Regulatory alignment. Several African nations are aligning pharmaceutical regulations with WHO GMP standards. Designs of an automation mezzanine floor that meet WHO requirements have broad applicability across the continent.
Potential for leapfrogging. With less legacy automation infrastructure than more developed markets, African pharmaceutical warehouses have the opportunity to implement latest‑generation automation directly inside an automation mezzanine floor, skipping intermediate technology generations.
Middle East
The Middle East‘s pharmaceutical market is characterized by high‑value products, strong regulatory oversight, and significant investment in healthcare infrastructure.
High ambient temperatures. Summer temperatures in Gulf countries regularly exceed 45°C. Pharmaceutical warehouses must maintain controlled environments despite extreme external conditions. An automation mezzanine floor in this region must be specified for high‑ambient operation, with components rated for temperatures up to 50°C. The HVAC system that serves the automation mezzanine floor must be oversized to handle peak summer loads.
Strict regulatory enforcement. Health authorities across the region, including Saudi Arabia’s SFDA and the UAE’s Ministry of Health, rigorously enforce GMP requirements. FDA and EMA reference standards are widely adopted. The design of an automation mezzanine floor must meet or exceed these international standards.
Case study evidence. A central pharmaceutical warehouse serving all hospitals and pharmacies in Qatar faced the challenge of significantly increasing throughput while reducing order picking errors. The solution implemented included flow racks and an automation mezzanine floor integrated with transportation systems, plus automatic packaging, labeling, and sorting into shipping directions. The automation mezzanine floor allowed the facility to double its storage capacity without expanding the building footprint.
International standards adoption. Safety regulations for an industrial automation mezzanine floor in the Middle East align with international best practices. As documented in relevant guidelines, an automation mezzanine floor requires lighting design and safety features meeting EN 14122‑3 and OSHA standards. For a pharmaceutical and medical manufacturer in Singapore (serving as a comparable market for regulatory stringency), pallet gates on the automation mezzanine floor were required to meet the same standards.
Free zone advantages. Many pharmaceutical warehouses in the Middle East operate within free zones offering streamlined customs clearance and logistics advantages. An automation mezzanine floor in a free zone can be optimized for high‑throughput import‑export operations, with dedicated inbound and outbound zones on different levels.
Integration of AGVs and Conveyors with an Automation Mezzanine Floor
The true power of an automation mezzanine floor emerges from seamless equipment integration. The following integration considerations are critical for success.
AGV Navigation on Mezzanine Levels
Operating AGVs on elevated platforms of an automation mezzanine floor presents unique challenges. The floor surface must be flat, level, e free of irregularities that could interfere with AGV navigation systems. The decking material of the automation mezzanine floor must provide sufficient traction for AGV wheels, particularly in environments where spills or cleaning operations may create slick surfaces.
For magnetic tape navigation systems, the deck of the automation mezzanine floor must accommodate tape placement without damage from pallet drops or equipment movement. Natural feature navigation systems (LiDAR‑based) require clear sightlines to structural features for localization. Column placements of the automation mezzanine floor must not obstruct AGV sensor fields.
AGV charging stations can be positioned on the automation mezzanine floor, but battery weight and charging infrastructure must be considered in load calculations for that automation mezzanine floor.
Vertical Transport Between Levels
Connecting the ground floor and the automation mezzanine floor through automated vertical transport is essential for integrated operations. Several solutions exist:
Vertical reciprocating conveyors (VRCs) provide simple, cost‑effective vertical transport. These hydraulically or mechanically driven lifts raise and lower pallet loads between the ground floor and the automation mezzanine floor. For pharmaceutical wholesaler Rochester Drug Cooperative, a VRC lifts pallets weighing up to 1,360 kilograms to a 4.1‑meter‑high automation mezzanine floor.
Pallet lifts integrated with AGV systems offer higher throughput. AGVs can autonomously enter lifts, travel between levels, and exit at the automation mezzanine floor or ground floor. The pharmaceutical case study previously referenced demonstrated this capability, with AGVs using dedicated lifts to transfer pallet tables between floors – including the automation mezzanine floor.
Spiral conveyors provide continuous vertical transport for lighter loads, ideal for tote or carton handling between the automation mezzanine floor and ground level.
Conveyor‑to‑AGV Handoffs
Smooth transitions between conveyors and AGVs require precise alignment and control. The handoff point must accommodate both systems, with sensors detecting vehicle presence and initiating load transfer. Pharmaceutical applications demand particular attention to load stability during transfer, avoiding jolts that could damage sensitive products. On a busy automation mezzanine floor, multiple handoff points may be needed to avoid traffic jams.
For the Tide Pharmaceutical project in China, the AMR system supported single‑point‑to‑single‑point, single‑point‑to‑area, and area‑to‑area task配送. The system also supported various elevator control logic scenarios, adapting to different coordination needs – including moving between the automation mezzanine floor and the ground floor.
Conveyor Systems for Pharmaceutical Bulk Handling
Conveyor systems form the circulatory network of an automation mezzanine floor. Proper specification ensures reliable, GMP‑compliant operation.
Conveyor Types for Pharmaceutical Applications
Roller conveyors are the workhorses of pallet handling. Motorized roller conveyors (MDRs) are energy‑efficient alternatives to belt‑driven systems. Each roller contains its own motor, reducing energy consumption and noise levels while simplifying maintenance. On an automation mezzanine floor, MDRs are often preferred because they generate less heat and are easier to clean.
Accumulating roller conveyors allow pallets to queue without contact. When a pallet reaches the accumulation zone, rollers beneath it stop while upstream rollers continue operating. Zero‑pressure accumulation prevents pallet‑to‑pallet contact that could damage packaging. This feature is especially valuable on an automation mezzanine floor where space is tight and pallets may need to buffer before an AGV pick‑up.
Belt conveyors provide smooth, continuous transport for lighter loads. For pharmaceutical applications where product stability is critical, belt conveyors offer gentler handling than roller systems. A belt conveyor running along the edge of an automation mezzanine floor can feed multiple picking stations.
Modular belt conveyors are ideal for curves, inclines, and declines – exactly the conditions found when moving product on and off an automation mezzanine floor. The modular design allows easy repair; damaged sections can be replaced without dismantling entire conveyor lines.
GMP Requirements for Conveyor Systems on a Mezzanine
Conveyors installed on an automation mezzanine floor must meet hygiene requirements:
Dust control. Enclosed conveyor designs, or those with dust collection systems, prevent contamination of pharmaceutical products. The area directly under an automation mezzanine floor conveyor must be accessible for cleaning.
Cleanability. Conveyor surfaces must be accessible for cleaning. Stainless steel construction, smooth finishes, and removable covers simplify sanitation procedures. Any conveyor that runs beneath an automation mezzanine floor must be designed to catch drips or debris.
Lubrication control. Food‑grade lubricants must be used on conveyor bearings and drive components where lubricant migration to products is possible. This is especially critical when conveyors are located directly above storage areas on the automation mezzanine floor.
Static dissipation. Conveyor belting and components should dissipate static charges that could attract dust or damage sensitive electronic components. An automation mezzanine floor in a dry climate (such as the Middle East) requires extra attention to static control.
For pharma applications, typical conveyor architecture includes multiple layers: mechanical conveyance (belt, modular belt, roller), control systems, and data integration for tracking and traceability. On a multi‑level automation mezzanine floor, each conveyor segment must have its own photo‑eyes and motor controls to allow fine‑grained operation.
Integration with Mezzanine Levels
Conveyors on the deck of an automation mezzanine floor must be supported by the same structure. Load calculations should account for conveyor weight, product loads, and dynamic forces during operation. Conveyor catwalks provide maintenance access to elevated conveyor sections, with guardrails and toe boards meeting local safety codes.
The integration of an automation mezzanine floor and conveyor systems is well demonstrated in practice. One pharmaceutical logistics hub material handling system integrated an automated empty tote distribution system on an automation mezzanine floor to feed picking lanes. Once picking is completed, a conveyor system transports totes to packing and order consolidation areas via a sortation loop – some conveyors on the automation mezzanine floor, others on the ground.
Safety and Maintenance of an Automation Mezzanine Floor
A robust automation mezzanine floor must be safe for personnel and equipment. Pharmaceutical warehouses often operate 24/7, so safety cannot be an afterthought.
Fall Protection
Every open edge of an automation mezzanine floor requires guardrails compliant with OSHA 1910.29 or local equivalents. Guardrails must have a top rail, mid rail, and toe board. For areas where AGVs or conveyors load/unload the automation mezzanine floor, pallet gates or self‑closing gates are mandatory. Any lift opening in the automation mezzanine floor must have interlocked gates that prevent the VRC from moving when the gate is open.
Fire Safety
Pharmaceutical products are often combustible. An automation mezzanine floor must not interfere with fire suppression systems. Sprinkler heads must be placed both below and above the automation mezzanine floor deck, with clearances specified by NFPA 13. Smoke detectors and heat sensors should be installed at both levels of the automation mezzanine floor. Evacuation routes must be clearly marked, and the automation mezzanine floor must have at least two means of egress.
Load Testing and Inspections
Ogni automation mezzanine floor should undergo a static load test before commissioning. Annual inspections should check for loose bolts, corrosion, deck deflection, and worn safety gates. When AGVs or conveyors are added, the live load on the automation mezzanine floor increases because of moving equipment; re‑certification is advised. A documented maintenance log for the automation mezzanine floor is itself a GMP requirement for many regulatory bodies.
Cleaning Protocols
Il automation mezzanine floor will accumulate dust and debris. A regular cleaning schedule should include sweeping or vacuuming the deck, wiping guardrails, and inspecting under‑deck areas for contamination. For GMP Grade D or C areas, the automation mezzanine floor may require sanitization with approved agents. The design of the automation mezzanine floor should avoid crevices where product residue could hide – fully welded connections are preferred over bolted ones with exposed threads.
Future Trends: The Next Generation of Automation Mezzanine Floors
Pharmaceutical warehousing does not stand still. The automation mezzanine floor of 2030 will look different from today’s models.
AI‑Driven Traffic Management
Multiple AGVs, AMRs, and even manual forklifts will share the same automation mezzanine floor. Artificial intelligence will orchestrate real‑time traffic routing to avoid congestion. Predictive algorithms will learn peak flow times and adjust lift (VRC) schedules automatically. The automation mezzanine floor will become a “smart node” in a broader logistics network.
Cold‑Chain Optimized Mezzanines
As biologics and mRNA vaccines grow, more pharmaceutical warehouses need refrigerated and frozen zones. An automation mezzanine floor for cold storage will feature integrated evaporator coils, automated defrost cycles, and insulated panel cladding. AGVs rated for -25°C will travel on the automation mezzanine floor, and VRCs will operate with heated seals to prevent ice formation.
Modular, Reconfigurable Mezzanine Kits
Suppliers will offer automation mezzanine floor kits that can be reconfigured in days rather than weeks. Snap‑in deck panels, tool‑less guardrails, and adjustable column connections will allow a single automation mezzanine floor to change its layout as SKU profiles change. This modularity is especially valuable for contract pharmaceutical warehouses serving multiple clients.
Digital Twin for Mezzanine Operation
Before a single beam is welded, a digital twin of the automation mezzanine floor will simulate material flow, AGV battery consumption, and picker walking distances. During operation, the digital twin will collect real‑time data and suggest optimizations. For GMP audits, the digital twin can replay any material movement on the automation mezzanine floor for complete traceability.
Sustainable Mezzanine Design
Carbon footprint reduction is becoming a requirement for tenders in Europe and increasingly in the Middle East. Future automation mezzanine floor designs will use high‑strength, low‑weight steel with recycled content. Solar‑powered AGV charging stations will be integrated directly into the automation mezzanine floor structure. Energy‑regenerating VRCs will capture energy when lowering pallets from the automation mezzanine floor to the ground.
Practical Procurement Checklist for an Automation Mezzanine Floor
When a pharmaceutical warehouse operator decides to invest in an automation mezzanine floor, the following steps help ensure a successful project.
Assess existing building – ceiling height, floor flatness, column spacing, fire suppression capacity, and structural load limits. Every automation mezzanine floor starts with a site survey.
Define bulk handling requirements – pallet size, weight, throughput per hour, number of SKUs, and temperature zone. These factors dictate the automation mezzanine floor footprint and layout.
Select automation components – AGV type, conveyor model, AS/RS density, and WMS interfaces. The automation mezzanine floor must be designed around these components, not the other way around.
Design for GMP – material certificates, cleanability, access for cleaning, and validation plan. A GMP‑ready automation mezzanine floor will have documentation from day one.
Request proposals from integrators – at least three firms with proven pharmaceutical mezzanine experience. Evaluate their previous automation mezzanine floor projects in similar markets (SE Asia, Africa, or Middle East).
Simulate before building – use software to model daily operation of the automation mezzanine floor. Confirm throughput, AGV utilization, and bottleneck points.
Plan installation with minimal disruption – phase the automation mezzanine floor construction so that part of the warehouse remains operational.
Train operators and maintenance staff – all personnel who work on or around the automation mezzanine floor must understand safety protocols and basic troubleshooting.
Validate and document – IQ/OQ/PQ for the entire automation mezzanine floor plus all automation equipment. Keep as‑built drawings.
Schedule ongoing audits – annual structural inspection, quarterly AGV path verification, and monthly conveyor lubrication. A well‑maintained automation mezzanine floor lasts 25+ years.
Building a Business Case: ROI of an Automation Mezzanine Floor
For warehouse operators and pharmaceutical company decision‑makers, building a compelling business case is essential for project approval. The following ROI drivers are specific to an automation mezzanine floor.
Space Cost Savings
The most immediate benefit of an automation mezzanine floor is reduced space costs. The cost of renting or purchasing additional warehouse space can strain budgets quickly. By intelligently using vertical space, an automation mezzanine floor reduces ground‑floor congestion and streamlines workflows.
For a pharmaceutical warehouse needing 1,000 additional square meters of storage space at typical industrial rental rates of US5toUS15 per square meter per month, annual space savings alone can reach US60,000toUS180,000. Over a 10‑year period, that single automation mezzanine floor will save millions.
Labor Productivity Gains
Automation reduces labor requirements for material handling. AGV eliminate dedicated forklift drivers for transport tasks between receiving, storage, and shipping. AS/RS systems reduce or eliminate forklift operations entirely within storage areas. Conveyor systems automate movement between process steps. All of these systems are integrated into the automation mezzanine floor disposizione.
Based on documented case studies, an automation mezzanine floor combined with AGVs can reduce material handling labor requirements by 50 to 70 percent in pharmaceutical warehouses. For a 100‑employee warehouse with average annual compensation of US15,000exclusivelyinmaterialhandlingroles,annuallaborsavingsrangefromUS750,000 to US$1,050,000.
Error Reduction and Quality Improvement
Manual material handling introduces error risks. Mis‑picked products, incorrect quantities, and misdirected shipments create compliance issues and customer dissatisfaction. Automated systems, with barcode scanning and WMS validation, virtually eliminate picking and shipping errors. The automation mezzanine floor provides the physical platform for these error‑proof workflows.
For high‑value pharmaceutical products, error reduction provides substantial financial benefit. A single mis‑shipment of high‑cost specialty medication could cost thousands of dollars in product replacement plus regulatory reporting requirements. An automation mezzanine floor with automated sorting virtually eliminates such events.
Operational Throughput Increase
Automation enables higher throughput without additional space or personnel. AS/RS systems operate continuously, 24 hours per day if required. Conveyor systems move products faster than manual transport. Automated picking systems handle higher volumes with consistent accuracy. An automation mezzanine floor allows these systems to be layered vertically, so throughput per square meter of land soars.
Throughput increases of 200 to 400 percent are achievable with a full automation mezzanine floor system. For warehouses operating at capacity, this improvement delays or eliminates the need for additional facilities.
Inventory Accuracy Improvement
Automated systems with real‑time inventory tracking maintain 99.9+ percent inventory accuracy. This accuracy reduces safety stock requirements, freeing working capital. For a pharmaceutical distributor carrying US50millionininventory,reducingsafetystockby20percentreleasesUS10 million in working capital. The automation mezzanine floor houses the AS/RS and conveyors that maintain that accuracy.
Compliance Risk Reduction
GMP compliance failures can trigger regulatory actions, including warning letters, import alerts, and product recalls. Automated systems with comprehensive audit trails provide defensible documentation of compliance. The cost of a single recall—potentially millions of dollars—far exceeds the investment in an automation mezzanine floor and its automation components.
Sample ROI Calculation
For a mid‑sized pharmaceutical warehouse (5,000 square meter footprint, 8‑meter clear height) implementing an automation mezzanine floor with AGVs, conveyors, and WMS:
Investment:
Automation mezzanine floor structure: US$800,000
AGV fleet (10 vehicles): US$600,000
Conveyor system integrated with the automation mezzanine floor: US$400,000
WMS/WCS software and integration: US300,000∗∗Total:US2,100,000**
Annual benefits:
Labor reduction (15 positions at US30,000):US450,000
Space cost avoidance (2,000 sq m at US10/mo):US240,000
Inventory reduction (US1millionat880,000
Error reduction and quality: US150,000∗∗Totalannualbenefit:US920,000**
Payback period: 2.3 years
This calculation illustrates why pharmaceutical warehouses across emerging markets are investing in an automation mezzanine floor.
Real‑World Success Stories (Expanded)
Florida Pharmaceutical Warehouse (USA)
A pharmaceutical distributor in Florida had extremely limited floor space – only 2,000 square meters but with a 10‑meter ceiling. By installing a 3‑level automation mezzanine floor, they increased usable space to 6,000 square meters. AGVs move pallets between levels using two VRCs. The automation mezzanine floor allowed the distributor to avoid a US$5 million new building. This case is frequently cited by mezzanine suppliers when demonstrating ROI.
Australian Vaccine Cold Store
A vaccine storage facility in Melbourne needed to double its capacity for COVID‑19 and flu vaccines without any interruption to existing operations. A cantilevered automation mezzanine floor was erected over the existing storage area, with insulated panels and a dedicated -2°C HVAC zone on the mezzanine level. AGVs and a spiral conveyor connect the ground floor and the automation mezzanine floor. The project was completed in 14 weeks – a timeline impossible with new construction.
Middle East Pharma 3PL
A third‑party logistics provider serving multiple pharmaceutical companies in Dubai built a new warehouse with a pre‑planned automation mezzanine floor. The ground floor is used for fast‑moving SKUs with AGVs, while the automation mezzanine floor holds slow‑moving bulk pallets serviced by a pallet shuttle system. An AS/RS crane passes through an opening in the automation mezzanine floor to serve both levels. The facility achieved a 98% space utilization rate, one of the highest in the region.
These success stories reinforce that an automation mezzanine floor is not a compromise – it is a strategic upgrade.
Conclusione
The pharmaceutical industry across Southeast Asia, Africa, and the Middle East stands at a pivotal moment. Growing demand for medications, expanding cold chain requirements, and increasingly stringent regulatory oversight are reshaping warehousing expectations. Traditional responses to capacity constraints—building new facilities or leasing additional space—are often prohibitively expensive for bulk handling operations.
Un automation mezzanine floor offers a proven alternative. By building upward within existing facilities and integrating AGVs, conveyors, pallet shuttles, and AS/RS technologies, pharmaceutical warehouses can double or triple storage capacity while reducing operating costs and improving compliance. Every automation mezzanine floor is a bespoke solution tailored to the building’s dimensions, the SKU mix, and the required throughput.
The economic case is compelling. Lower capital investment than new construction, faster implementation timelines, shorter payback periods, and operational flexibility make an automation mezzanine floor the intelligent choice for forward‑thinking pharmaceutical operators.
However, success requires careful planning. GMP compliance must guide design decisions – from material selection and surface finishes to environmental control and documentation. Equipment integration must be seamless, with AGVs, conveyors, and storage systems working in coordination under intelligent software control. And market‑specific challenges – seismic risks in Southeast Asia, infrastructure variability in Africa, high ambient temperatures in the Middle East – must be addressed through appropriate engineering solutions.
For pharmaceutical warehouse operators ready to transform their operations, the path is clear. An automation mezzanine floor, properly designed and implemented, delivers the storage capacity, operational efficiency, and regulatory compliance needed to compete in today‘s demanding pharmaceutical logistics environment.
The question is no longer whether an automation mezzanine floor makes sense for pharmaceutical bulk handling. The question is how quickly one can be implemented in your facility.
Frequently Asked Questions (New Questions – Not in Previous FAQ)
1: Can an existing manual mezzanine be retrofitted with automation components like AGVs and conveyors?
Yes, many older mezzanine structures can be upgraded to an automation mezzanine floor. However, the original floor flatness, load capacity, and column spacing must be re‑evaluated. AGVs require a very flat surface (typically ±5mm over 10 meters). If the existing mezzanine fails that test, a new automation mezzanine floor may be more cost‑effective than extensive re‑leveling.
2: How does an automation mezzanine floor affect fire insurance premiums?
Installing an automation mezzanine floor may increase the fire load because more pallets are stored in the same building footprint. Insurance underwriters will request a fire risk assessment. If the automation mezzanine floor is equipped with proper sprinklers (both under and over the deck), flame‑retardant paint on steel, and smoke evacuation, the premium increase is often minimal. Many pharmaceutical warehouses actually see lower per‑pallet insurance costs after adding an automation mezzanine floor because automated systems reduce human error‑related fire risks.
3: What is the typical lifespan of a well‑maintained automation mezzanine floor?
A structurally sound automation mezzanine floor built with hot‑dip galvanized or high‑grade powder‑coated steel can last 25 to 30 years in a normal warehouse environment. In cold storage or high‑humidity environments (e.g., Southeast Asia), the lifespan may be 15‑20 years if corrosion protection is perfect. The automation components (AGVs, conveyors) have shorter lifespans of 8‑12 years and can be replaced without touching the automation mezzanine floor structure.
4: Can an automation mezzanine floor be dismantled and moved to another location?
Yes, modular automation mezzanine floor systems are designed to be demountable. Bolted connections (rather than welded) allow disassembly. However, moving an automation mezzanine floor to a different building is rarely cost‑effective because the new building will have different column spacing, floor flatness, and ceiling height. It is more practical to sell the used automation mezzanine floor components and design a new one for the new site.
5: What is the maximum number of levels possible for an automation mezzanine floor in a pharmaceutical warehouse?
Most pharmaceutical warehouses have clear heights of 6 to 12 meters. A two‑level automation mezzanine floor is common (ground + one mezzanine). With a 10‑meter clear height, a three‑level automation mezzanine floor is possible but requires very tall AGVs or a separate lift for each level. Beyond three levels, the structural columns become thick and the cost per additional square meter increases non‑linearly. High‑bay AS/RS (up to 45 meters) is a different technology; it does not use a traditional automation mezzanine floor but rather integrated rack structures.
Se avete bisogno di disegni CAD e preventivi perfetti per le scaffalature da magazzino, contattateci. Possiamo fornirvi servizi e preventivi gratuiti di pianificazione e progettazione di scaffalature per magazzini. Il nostro indirizzo e-mail è: jili@geelyracks.com